24小时论文定制热线
24小时论文定制热线
机械毕业设计是这们专业的学生都必须要完成的一份毕业设计,大家可能对于毕业设计都是第一次着手,可能都需要一个模版进行参考,所以本篇文章就向大家介绍几篇机械毕业设计论文模版,希望对大家有所参考作用。
一、机械毕业设计论文模版
摘要
本书以培养综合型应用人才为目标, 在注重基础理论教育的同时, 突出实践性教育环节,力图做到深入浅出,便于教学,突出高等职业教育的特点,适合高职高专工科学生使用。
可编程控制器( PLC)是工业自动化的主导产品,具有控制能力强,可靠性高,使用方便, 编程简单, 易于扩展等优点, 是当今以及今后工业控制的主要手段和重要的自动化控制设备。
近年来,德国西门子公司的 S7系列 PLC在我国已经广泛使用,并在各行各业的生产过程的自动控制担任着重要角色。 本书以 S7-200 系列的 CPU22X为例,讲述了小型可编程控制器的的构成、原理、指令系统、应用以及系统的设置、调试方法,每章都配有习题和实验。本课程建议学时数 48~64 学时。
近年来,德国西门子公司的 S7系列 PLC在我国已经广泛使用,并在各行各业的生产过程的自动控制担任着重要角色。 本书以 S7-200 系列的 CPU22X为例,讲述了小型可编程控制器的的构成、原理、指令系统、应用以及系统的设置、调试方法,每章都配有习题和实验。本课程建议学时数 48~64 学时。
关键字: PLC S7-200 原理 指令系统 习题
abstract
This book aims to cultivate comprehensive applied talents. While paying attention to basic theoretical education, it highlights practical education, trying to be simple, easy to teach, highlighting the characteristics of higher vocational education, and suitable for the use of engineering students in higher vocational colleges.
Programmable logic controller (PLC) is the leading product of industrial automation. It has the advantages of strong control ability, high reliability, easy to use, simple programming, easy to expand and so on. It is the main means and important automatic control equipment of industrial control at present and in the future.
In recent years, S7 Series PLC of German Siemens company has been widely used in China, and plays an important role in the automatic control of production process in all walks of life. Taking the cpu22x of S7-200 series as an example, this book describes the structure, principle, instruction system, application, system setting and debugging method of the small programmable controller. Each chapter is equipped with exercises and experiments. 48-64 class hours are recommended for this course.
In recent years, S7 Series PLC of German Siemens company has been widely used in China, and plays an important role in the automatic control of production process in all walks of life. Taking the cpu22x of S7-200 series as an example, this book describes the structure, principle, instruction system, application, system setting and debugging method of the small programmable controller. Each chapter is equipped with exercises and experiments. 48-64 class hours are recommended for this course.
Key words: PLC S7-200 principle instruction system exercises
目录
第一章可编程序控制器概述
1.1可编程序控制器的产生和定义
1.2可编程序控制器的主要功能及特点
1.3可编程序控制器的分类
1.4可编程序控制器的发展趋势
第二章可编程序控制器的结构和工作原理
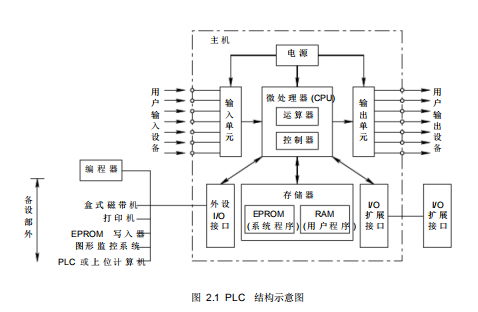
2.1可编程序控制器的组成与基本结构
2.2可编程序控制器的工作原理及主要技术指标
2.3S7-200系列可编程控制器
2.4可编程序控制器的编程语言
致谢
参考文献
第一章可编程序控制器概述
可编程控制器(ProgrammableController简称PLC)。PLC是在传统的顺序控制器的基础上引入了微电子技术、计算机技术、自动控制技术和通讯技术而形成的一代新型工业控制装置,目的是用来取代继电器、执行逻辑、记时、计数等顺序控制功能,建立柔性的程控系统。可编程控制器具有能力强、可靠性高、配置灵活、编程简单等优点,是当代工业生产自动化的主要手段和重要的自动化控制设备。
1.1可编程序控制器的产生和定义
一、可编程序控制器的产生
在可编程序控制器问世以前,工业控制领域中是以继电控制器占主导地位的。
这种由继电器构成的控制系统有着明显的缺点:体积大、耗电多、可靠性差、寿命短、运行速度不高,尤其是对生产工艺多变的系统适应性更差,一旦生产任务和工艺发生变化,就必须重新设计,并改变硬件结构,这造成了时间和资金的严重浪费。
20世纪60年代末期,为了使汽车改型或改变工艺流程时不改动原有继电器柜内的接线,以便降低生产成本,缩短新产品的开发周期,以满足生产的需求。美国通用汽车公司(GM公司)1968年提出了研制新型控制装置的十项指标,其主要内容如下:
(1)编程简单,可在现场修改和调试程序;(2)价格便宜,性价比高于继电器控制系统;(3)可靠性高于继电器控制系统;(4)体积小于有继电器控制柜的体积,能耗少;(5)能与计算机系统数据通信;(6)输入量是交流115V电压信号(美国电网电压是110V);(7)输出量是交流115V电压信号、输出电流在2A以上,能直接驱动电磁阀等;(8)具有灵活的扩展能力;(9)硬件维护方便,采用插入式模块结构;(10)用户存储器容量至少在4KB以上(根据当时的汽车装配过程的要求提出)从上述10项指标可以看出,它实际上就是当今可编程序控制器最基本的功能,具备了可编程序控制器的特点。
1969年,美国数字设备公司(DEG)根据上述要求研制出第一台可编程序控制器,型号为PDP-14,并在GM公司的汽车生产线上适用成功,于是第一台可编程序控制器诞生了。
二、可编程序控制器的定义
由于PLC在不断发展,因此,对它进行确切的定义是比较困难的。美国电气制造商协会(NEMA)经过四年的调查工作,于1980年正式将可编程序控制器命名为PC(ProgrammableController),但为了与个人计算机PC(PersonalComputer)相区别,常将可编程序控制器简称为PLC,并给PLC作了定义:可编程序控制器是一种带有指令存储器、数字的或模拟的输入/输出接口,以位运算为主,能完成逻辑、顺序、定时、计数和运算等功能,用于控制机器或生产过程的自动化控制装置。
1982年,国际电工委员会(InternationalElectricalCommittee,IEC)颁布了PLC标准草案第一稿,1985年提交了第2稿,并在1987年的第3稿中对PLC作了如下的定义:"PLC是一种数字运算的电子系统,专为工业环境下应用而设计。它采用可编制程序的存储器,用来在其内部存储执行逻辑运算、顺序运算、定时、计数和算术运算等操作的指令,并能通过数字式或模拟式的输入和输出,控制各种类型的机械或生产过程。可编程序控制器及其有关的外围设备,都应按照易于与工业控制系统形成一个整体、易于扩展其功能的原则而设计。"上述的定义表明,PLC是一种能直接应用于工业环境的数字电子装置,是以微处理器为基础,结合计算机技术、自动控制技术和通信技术,用面向控制过程、面向用户的"自然语言"编程的一种简单易懂、操作方便、可靠性高的新一代通用工业控制装置。
1.2可编程序控制器的主要功能及特点
一、可编程序控制器的主要功能
1.开关逻辑和顺序控制这是PLC应用最广泛、最基本的场合。它的主要功能是完成开关逻辑运算和进行顺序逻辑控制,从而可以实现各种控制要求。
2.模拟控制(A/D和D/A控制)在工业生产过程中,许多连续变化的需要进行控制的物理量,如温度、压力、流量、液位等,这些都属于模拟量。过去,PLC长于逻辑运算控制,对于模拟量的控制主要靠仪表或分布式控制系统,目前大部分PLC产品都具备处理这类模拟量的功能,而且编程和使用方便。
3.定时/计数控制PLC具有很强的定时、计数功能,它可以为用户提供数十甚至上百个定时器与计数器。对于定时器,定时间隔可以由用户加以设定;对于计数器,如果需要对频率较高的信号进行计数,则可以选择高速计数器。
4.步进控制PLC为用户提供了一定数量的移位寄存器,用移位寄存器可方便地完成步进控制功能。
5.运动控制在机械加工行业,可编程序控制器与计算机数控(CNC)集成在一起,用以完成机床的运动控制。
6.数据处理大部分PLC都具有不同程度的数据处理能力,它不仅能进行算术运算、数据传送,而且还能进行数据比较、数据转换、数据显示打印等操作,有些PLC还可以进行浮点运算和函数运算。
7.通信联网PLC具有通信联网的功能,它使PLC与PLC之间、PLC与上位计算机以及其他智能设备之间能够交换信息,形成一个统一的整体,实现分散集中控制。
二、可编程序控制器的特点
PLC能如此迅速发展的原因,除了工业自动化的客观需要外,还有许多独特的优点。它较好地解决了工业控制领域中普遍关心的可靠、安全、灵活、方便、经济等问题。其主要特点如下:
1.可靠性高可靠性指的是可编程控制器平均无故障工作时间。由于可编程序控制器采取了一系列硬件和软件抗干扰措施,具有很强的抗干扰能力,平均无故障时间达到数万小时以上,可以直接用于有强烈干扰的工业生产现场。可编程序控制器已被广大用户公认为是最可靠的工业控制设备之一。
2.控制功能强一台小型可编程序控制器内有成百上千个可供用户使用的编程元件,可以实现非常复杂的控制功能。与相同功能的继电器系统相比,它具有很高的性能价格比。
可编程序控制器可以通过通信联网,实现分散控制与集中管理。
3.用户使用方便可编程序控制器产品已经标准化、系列化、模块化,配备有品种齐全的各种硬件装置供用户选用,用户能灵活方便地进行系统配置,组成不同功能、不同规模的系统。可编程序控制器的安装接线也很方便,有较强的带负载能力,可以直接驱动一般的电磁阀和交流接触器。硬件配置确定后,可以通过修改用户程序,方便快速地适应工艺条件的变化。
4.编程方便、简单梯形图是可编程序控制器使用最多的编程语言,其电路符号、表达方式与继电器电路原理图相似。梯形图语言形象、直观、简单、易学,熟悉继电器电路图的电气技术人员只要花几天时间就可以熟悉梯形图语言,并用来编制用户程序。
5.设计、安装、调试周期短可编程序控制器用软件功能取代了继电器控制系统中大量的中间继电器、时间继电器、计数器等器件,使控制柜的设计、安装、接线工作量大大减少,缩短了施工周期。可编程序控制器的用户程序可以在实验室模拟调试,模拟调试好后再将PLC控制系统在生产现场进行安装和接线,在现场的统调过程中发现的问题一般通过修改程序就可以解决,大大缩短了设计和投运周期。
6.易于实现机电一体化可编程序控制器体积小、重量轻、功耗低、抗振防潮和耐热能力强,使之易于安装在机器设备内部,制造出机电一体化产品。目前以PLC作为控制器的CNC设备和机器人装置已成为典型。
1.3可编程序控制器的分类
目前PLC的种类非常多,型号和规格也不统一,了解PLC的分类有助于PLC的选型和应用。
1.按点数和功能分类
为了适应不同工业生产过程的应用要求,可编程序控制器能够处理的输入/输出信号数是不一样的。一般将一路信号叫做一个点,将输入点数和输出点数的总和称为机器的点数,简称I/O点数。一般讲,点数多的PLC,功能也越强。按照点数的多少,可将PLC分为超小(微)、小、中、大四种类型。
(1)超小型机:I/O点数为64点以内,内存容量为256~1000字节;(2)小型机:I/O点数为64~256,内存容量为1~3.6K字节;小型及超小型PLC主要用于小型设备的开关量控制,具有逻辑运算、定时、计数、顺序控制、通信等功能。
(3)中型机:I/O点数为256~1024,内存容量为3.6~13K字节;中型PLC除具有小型、超小型PLC的功能外,还增加了数据处理能力,适用于小规模的综合控制系统。
(4)大型机:I/O点数为1024以上,内存容量为13K字节以上;大型PLC的功能更加完善,多用于大规模过程控制、集散式控制和工厂自动化网络。
2.按结构形式分类
通常从PLC硬件结构形式上分整体式结构和模块式结构。
(1)整体式结构一般的小型及超小型PLC多为整体式结构,这种可编程序控制器是把CPU、RAM、ROM、I/O接口及与编程器或EPROM写入器相连的接口、输入/输出端子、电源、指示灯等都装配在一起的整体装置。它的优点是结构紧凑,体积小,成本低,安装方便,缺点是主机的I/O点数固定,使用不灵活。西门子公司的S7-200系列PLC为整体式结构。
(2)模块式结构模块式结构又叫积木式。这种结构形式的特点是把PLC的每个工作单元都制成独立的模块,如CPU模块、输入模块、输出模块、电源模块、通信模块等。另外,机器上有一块带有插槽的母板,实质上就是计算机总线。把这些模块按控制系统需要选取后,都插到母板上,就构成了一个完整的PLC.这种结构的PLC的特点是系统构成非常灵活,安装、扩展、维修都很方便,缺点是体积比较大。常见产品有OMRON公司的C200H、C1000H、C2000H,西门子公司的S5-115U、S7-300、S7-400系列等。
3.按生产厂家分类
PLC的生产产家很多,国内国外都有,其点数、容量、功能各有差异,但都自成系列,比较有影响的厂家有:
日本立石(OMRON)公司的C系列可编程序控制器;日本三菱(MITSUBISHI)公司的F、F1、F2、FX2系列可编程序控制器;日本松下(PANASONIC)电工公司的FP1系列可编程序控制器;美国通用电气(GE)公司的GE系列可编程序控制器;美国艾论-布拉德利(A--B)公司的PLC-5系列可编程序控制器;德国西门子(SIEMENS)公司的S5、S7系列可编程序控制器。
1.4可编程序控制器的发展趋势
随着PLC技术的推广、应用,PLC将向两个方面发展:一方面向着大型化的方向发展,另一方面则向着小型化的方向发展。
PLC向大型化方向发展,主要表现在大中型PLC高功能、大容量、智能化、网络化发展,使之能与计算机组成集成控制系统,对大规模、复杂系统进行综合的自动控制。
PLC向小型化方向发展,主要表现在下列几个方面:为了减小体积、降低成本,向高性能的整体型发展;在提高系统可靠性的基础上,产品的体积越来越小,功能越来越强;应用的专业性,使得控制质量大大提高。
另外,PLC在软件方面也将有较大的发展。系统的开放使第三方的软件能方便地在符合开放系统标准的PLC上得到移植。除了采用标准化的硬件外,采用标准化的软件也能大大缩短系统开发周期;同时,标准化的软件由于经受了实际应用的考验,它的可靠性也明显提高。
总之,PLC总的发展趋势是:高功能、高速度、高集成度、容量大、体积小、成本低、通信联网功能强。
第二章可编程序控制器的结构和工作原理
2.1可编程序控制器的组成与基本结构
PLC是微机技术和继电器常规控制概念相结合的产物,从广义上讲,PLC也是一种计算机系统,只不过它比一般计算机具有更强的与工业过程相连接的输入/输出接口,具有更适用于控制要求的编程语言,具有更适应于工业环境的抗干扰性能。
因此,PLC是一种工业控制用的专用计算机,它的实际组成与一般微型计算机系统基本相同,也是由硬件系统和软件系统两大部分组成。
一、可编程序控制器的硬件系统
PLC的硬件系统由主机系统、输入/输出扩展环节及外部设备组成。
1.主机系统
(1)微处理器单元(CentralProcessingUnit,CPU)。CPU是PLC的核心部分,它包括微处理器和控制接口电路。微处理器是PLC的运算控制中心,由它实现逻辑运算,协调控制系统内部各部分的工作。它的运行是按照系统程序所赋予的任务进行的。
(2)存储器。存储器是PLC存放系统程序、用户程序和运行数据的单元。它包括只读存储器(ROM)和随机存取存储器(RAM)。只读存储器(ROM)在使用过程中只能取出不能存储,而随机存取存储器(RAM)在使用过程中能随时取出和存储。
(3)输入/输出模块单元。PLC的对外功能主要是通过各类接口模块的外接线,实现对工业设备和生产过程的检测与控制。通过各种输入/输出接口模块,PLC既可检测到所需的过程信息,又可将处理结果传送给外部过程,驱动各种执行机构,实现工业生产过程的控制。通过输入模块单元,PLC能够得到生产过程的各种参数;通过输出模块单元,PLC能够把运算处理的结果送至工业过程现场的执行机构实现控制。为适应工业过程现场对不同输入/输出信号的匹配要求,PLC配置了各种类型的输入/输出模块单元。
(4)I/O扩展接口。I/O扩展接口是PLC主机为了扩展输入/输出点数和类型的主机电源微处理器(CPU)运算器控制器输入单元存储器EPROM(系统程序)RAM(用户程序)外设I/O接口I/O扩展接口用户输入设备输出单元用户输出设备I/O扩展接口PLC或上位计算机图形监控系统EPROM写入器打印机盒式磁带机编程器外部设备部件,输入/输出扩展单元、远程输入/输出扩展单元、智能输入/输出单元等都通过它与主机相连。I/O扩展接口有并行接口、串行接口等多种形式。
(5)外设I/O接口。外设I/O接口是PLC主机实现人机对话、机机对话的通道。
通过它,PLC可以和编程器、彩色图形显示器、打印机等外部设备相连,也可以与其他PLC或上位计算机连接。外设I/O接口一般是RS232C或RS422A串行通信接口,该接口的功能是进行串行/并行数据的转换,通信格式的识别,数据传输的出错检验,信号电平的转换等。对于一些小型PLC,外设I/O接口中还有与专用编程器连接的并行数据接口。
(6)电源。电源单元是PLC的电源供给部分。它的作用是把外部供应的电源变换成系统内部各单元所需的电源,有的电源单元还向外提供直流电源,给与开关量输入单元连接的现场电源开关使用。电源单元还包括掉电保护电路和后备电池电源,以保持RAM在外部电源断电后存储的内容不丢失。PLC的电源一般采用开关电源,其特点是输入电压范围宽,体积小,质量轻,效率高,抗干扰性能好。
2.输入/输出扩展环节
输入/输出扩展环节是PLC输入输出单元的扩展部件,当用户所需的输入/输出点数或类型超出主机的输入/输出单元所允许的点数或类型时,可以通过加接输入/输出扩展环节来解决。输入/输出扩展环节与主机的输入/输出扩展接口相连,有两种类型:简单型和智能型。简单型的输入/输出扩展环节本身不带中央处理单元,对外部现场信号的输入/输出处理过程完全由主机的中央处理单元管理,依赖于主机的程序扫描过程。通常,它通过并行接口与主机通信,并安装在主机旁边,在小型PLC的输入/输出扩展时常被采用。智能型的输入/输出扩展环节本身带有中央处理单元,它对生产过程现场信号的输入/输出处理由本身所带的中央处理单元管理,而不依赖于主机的程序扫描过程。通常,它采用串行通信接口与主机通信,可以远离主机安装,多用于大中型PLC的输入/输出扩展。
3.外部设备
(1)编程器。它是编制、调试PLC用户程序的外部设备,是人机交互的窗口。
通过编程器可以把新的用户程序输入到PLC的RAM中,或者对RAM中已有程序进行编辑。通过编程器还可以对PLC的工作状态进行监视和跟踪,这对调试和试运行用户程序是非常有用的。
除了上述专用的编程器外,还可以利用微机(如IBM-PC),配上PLC生产厂家提供的相应的软件包来作为编程器,这种编程方式已成为PLC发展的趋势。现在,有些PLC不再提供编程器,而只提供微机编程软件,并且配有相应的通信连接电缆。
(2)彩色图形显示器。大中型PLC通常配接彩色图形显示器,用以显示模拟生产过程的流程图、实时过程参数、趋势参数及报警参数等过程信息,使得现场控制情况一目了然。
(3)打印机。PLC也可以配接打印机等外部设备,用以打印记录过程参数、系统参数以及报警事故记录表等。
PLC还可以配置其他外部设备,例如,配置存储器卡、盒式磁带机或磁盘驱动器,用于存储用户的应用程序和数据;配置EPROM写入器,用于将程序写入到EPROM中。
二、可编程序控制器的软件系统
PLC除了硬件系统外,还需要软件系统的支持,它们相辅相成,缺一不可,共同构成PLC.PLC的软件系统由系统程序(又称系统软件)和用户程序(又称应用软件)两大部分组成。
1.系统程序系统程序由PLC的制造企业编制,固化在PROM或EPROM中,安装在PLC上,随产品提供给用户。系统程序包括系统管理程序、用户指令解释程序和供系统调用的标准程序模块等。
2.用户程序用户程序是根据生产过程控制的要求由用户使用制造企业提供的编程语言自行编制的应用程序。用户程序包括开关量逻辑控制程序、模拟量运算程序、闭环控制程序和操作站系统应用程序等。
2.2可编程序控制器的工作原理及主要技术
指标一、可编程序控制器的工作原理可编程控制器是一种专用的工业控制计算机,其工作原理与计算机控制系统的工作原理基本相同。
PLC是采用周期循环扫描的工作方式,CPU连续执行用户程序和任务的循环序列称为扫描。CPU对用户程序的执行过程是CPU的循环扫描,并用周期性地集中采样、集中输出的方式来完成的。一个扫描周期(工作周期)主要分为以下几个阶段:
1.输入采样扫描阶段
这是第一个集中批处理过程,在这个阶段中,PLC按顺序逐个采集所有输入端子上的信号,不论输入端子上是否接线,CPU顺序读取全部输入端,将所有采集到的一批输入信号写到输入映像寄存器中,在当前的扫描周期内,用户程序用到的输入信号的状态(ON或OFF)均从输入映像寄存器中去读取,不管此时外部输入信号的状态是否变化。即使此时外部输入信号的状态发生了变化,也只能在下一个扫描周期的输入采样扫描阶段去读取,对于这种采集输入信号的批处理,虽然严格上说每个信号被采集的时间有先有后,但由于PLC的扫描周期很短,这个差异对一般工程应用可忽略,所以可以认为这些采集到的输入信息是同时的。
2.执行用户程序扫描阶段
这是第二个集中批处理过程,在执行用户程序阶段,CPU对用户程序按顺序进行扫描。如果程序用梯形图表示,则总是按先上后下、从左至右的顺序进行扫描,每扫描到一条指令,所需要的输入信息的状态均从输入映像寄存器中去读取,而不是直接使用现场的立即输入信号。对其他信息,则是从PLC的元件映像寄存器中去读取,在执行用户程序中,每一次运算的中间结果都立即写入元件映像寄存器中,对输出继电器的扫描结果,也不是马上去驱动外部负载,而是将其结果写入到输出映像寄存器中。在此阶段,允许对数字量I/O指令和不设置数字滤波的模拟量I/O指令进行处理,在扫描周期的各个部分,均可对中断事件进行响应。
在这个阶段,除了输入映像寄存器外,各个元件映像寄存器的内容是随着程序的执行而不断变化的。
3.输出刷新扫描阶段
这是第三个集中批处理过程,当CPU对全部用户程序扫描结束后,将元件映像寄存器中各输出继电器的状态同时送到输出锁存器中,再由输出锁存器经输出端子去驱动各输出继电器所带的负载。
在输出刷新阶段结束后,CPU进入下一个扫描周期,重新执行输入采样,周而复始。
二、可编程序控制器的主要技术指标
1.输入/输出点数可编程控制器的I/O点数指外部输入、输出端子数量的总和。它是描述的PLC大小的一个重要的参数。
2.存储容量PLC的存储器由系统程序存储器,用户程序存储器和数据存储器三部分组成。
PLC存储容量通常指用户程序存储器和数据存储器容量之和,表征系统提供给用户的可用资源,是系统性能的一项重要技术指标。
3.扫描速度可编程控制器采用循环扫描方式工作,完成1次扫描所需的时间叫做扫描周期。
影响扫描速度的主要因素有用户程序的长度和PLC产品的类型。PLC中CPU的类型、机器字长等直接影响PLC运算精度和运行速度4.指令系统指令系统是指PLC所有指令的总和。可编程控制器的编程指令越多,软件功能就越强,但掌握应用也相对较复杂。用户应根据实际控制要求选择合适指令功能的可编程控制器。
5.通信功能通信有PLC之间的通信和PLC与其他设备之间的通信。通信主要涉及通信模块,通信接口,通信协议和通信指令等内容。PLC的组网和通信能力也已成为PLC产品水平的重要衡量指标之一。
致谢
行扫描。如果程序用梯形图表示,则总是按先上后下、从左至右的顺序进行扫描,每扫描到一条指令,所需要的输入信息的状态均从输入映像寄存器中去读取,而不是直接使用现场的立即输入信号。对其他信息,则是从PLC的元件映像寄存器中去读取,在执行用户程序中,每一次运算的中间结果都立即写入元件映像寄存器中,对输出继电器的扫描结果,也不是马上去驱动外部负载,而是将其结果写入到输出映像寄存器中。在此阶段,允许对数字量I/O指令和不设置数字滤波的模拟量I/O指令进行处理,在扫描周期的各个部分,均可对中断事件进行响应。
在这个阶段,除了输入映像寄存器外,各个元件映像寄存器的内容是随着程序的执行而不断变化的。
参考文献
[1]吕家东。振动料斗CAD系统研究。硕士学位论文,东南大学,2000.
[2]许林成,赵治华,王浩。包装机械原理与设计。上海:上海科学技术出版社,1988,84~119.
[3]http://www.shinko-elec.co.jp.AdvancedVibratorytechnology,DualMotionPartsFeeders.
[4]关志华。压电式振动给料机的研究。硕士学位论文,天津大学,1999.
[5]吴端。压电陶瓷振动给料机的研究。硕士学位论文,天津大学,1998.
[6]王运池。国内振动给料设备的现状与发展。媒质技术,2003(4)。
[7]陈永亮,李云梅。基于有限元的模块化振动料斗动态分析。先进制造技术与齿轮学术会议,中国中国齿轮制造研究会第七届学术年会论文集,2004(11)。
[8]龙建军,吴金萍。振动料斗电磁激振器微控制器控制。机械科学与技术,2003(19)。
[9]中国机械工程学会,中国机械设计大典编委会。中国机械设计大典(第1卷)。南昌:江西科学技术出版社,2001,118~324.
[10]廖林青等。现代设计法。重庆:重庆大学出版社,2000,40~48
以上就是“机械毕业设计论文模版(详细模版解析)”的全部介绍,希望对你写作毕业设计时有所帮助。