24小时论文定制热线
24小时论文定制热线
摘要:针对侧围外板油箱口部位, 从模具工艺布置及模具结构的设计方面进行了分析与介绍, 从中总结出合适的工艺及模具结构, 给后期规划进行必要的指导与借鉴。
关键词:油箱口; 压料芯; 研合率;
Abstract:For the fuel tank parts outside side plates, analyzed and introduced from the themold design process larout and die structure, summed up the process and die structure of the theappropriate, to the late planning necessary guidance and reference.
Keyword:tank port; press core; lapping rate;
1、引言
侧围外板在汽车上是重要关键冲压件, 其冲压工艺设计体现了模具行业的设计水平。对于汽车冲压模具来说, 工艺及模具结构的选择至关重要, 设计不合理不仅会增加生产成本, 而且也会影响到冲压件的品质。本文就对侧围外板油箱口部位的冲压工艺与模具结构进行介绍。
2、拉伸工序
侧围外板油箱口部位的冲压工艺排布一般为OP05-PI (冲孔) →OP10-DR (拉伸) →OP20-PI (冲孔) →OP30-RST (整形) →OP40-PI (冲孔) , 如图1所示。在现场实际批量生产阶段, 因压力机精度、板料性能差异、板料厚度公差、模具状态等各方面因素的影响, 冲压件状态达不到所需的产品质量要求, 往往需要调整模具;针对拉伸模, 调整模具定位可以解决冲压件一些部位的质量缺陷, 但过程中造成冲压件油箱口部位产生缺陷:因调整了模具定位, 板料毛坯在模具内位置发生了改变;落料片孔位不在油箱口中心位置, 如图2所示;在拉伸成形中孔位四周的板料流动不均匀造成油箱口四角表面变形;同时孔位不在油箱口的中心, 在OP20工序粗冲孔后四周的料边不均, 经整形工序时, 料边少的部位材料流动过快而料边多的部位材料流慢过快就会造成油箱口侧壁开裂或缩颈, 尤其是圆角部位, 如图3所示。
从以上分析可以明显看出油箱口部位在落料工序先行冲孔的工艺对于冲压实际生产来说, 不是很合理;在拉伸模调整中, 变动模具定位是常用方法之一。为了让模具稳定, 生产顺利, 制造出质量满足要求的冲压件, 需要通过以下对策去实施及调整模具。
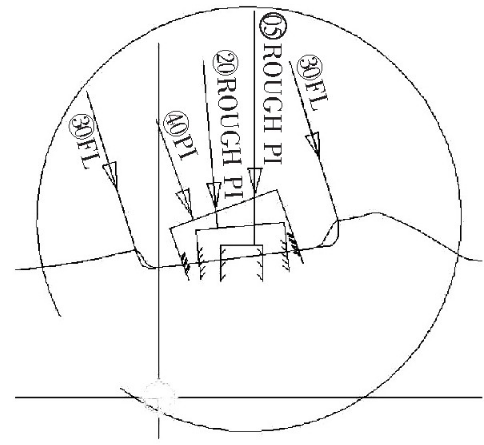
图1 油箱口冲压工艺

图2 孔位不在油箱口中心位置

图3 油箱口侧壁开裂或缩颈
其一, 取消落料片的冲孔, 直接拉伸成形, 如图4所示;但油箱口部位的拉伸造型不能太复杂及深度不能太深, 制件形状通过后工序的整形来完成, 这就对整形工序的符型及型面压料研合的要求必须严格做到位, 且靠近整形部位的压料力较充足;其二, 为了减少后序整形量, 缓解整形造成的油箱盒四角的变形, 需要加大OP10拉伸量, 往往就易导致拉伸开裂, 为了解决此问题, 在OP10拉伸成形过程中冲孔或切口, 以补充板料。

图4 取消冲孔拉伸成形
要实现这种工艺, 模具结构上需进行相应的设计: (1) 直接冲孔, 如图5所示, 通过设计凸模与凹模的配合实现, 为了便于维护及后期的好互换, 应设计为可快速拆卸的镶入式结构, 最好不要直接在模具本体上焊补出冲孔凸模及钻孔焊补修磨出冲孔凹模; (2) 切口, 如图6所示, 一般上模安装刺破切开刀, 下模安装凹模避让块, 凹模避让块上设有与刺破刀相配合用于制件拉伸过程中压住制件被刺破区域的压料槽, 凹模避让块的材质为聚氨酯。此结构的工作方式为:拉伸过程中, 刺破刀挤压板件使其弯曲, 凹模避让块上的压料槽将压住被刺破区域的材料, 使该区域形成向下的局部弯曲, 直至刺破。凹模避让块可以压住被刺破的区域, 被刺破的区域的材料流动能够保持均衡, 保证了拉伸质量;同时材料刺破时产生的铁屑由于压料槽包裹住刺破刀, 模具回程时铁屑能够被凹模避让块消除, 避免铁屑影响制件质量, 如图7所示。

图5 拉伸中冲孔

图6 拉伸中切口
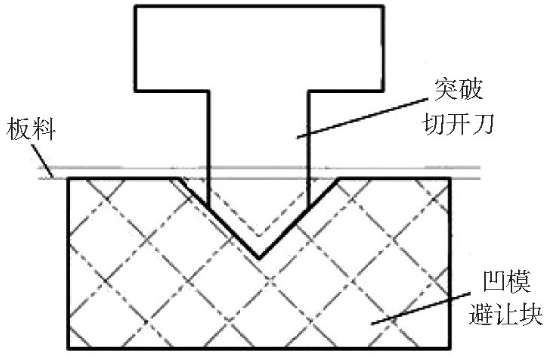
图7 切口结构
3、整形工序
油箱口区域前序为了避免缩颈或开裂采取了过拉伸措施, 后序整形所需成形力相对较大, 对应的区域所需压料力也较大;所说的压料力也在工作过程中充分起到作用效果, 则对板件的型面贴合有着严格的研合率要求:一是板件与凸模型面的贴合;二是板件与压料芯的型面贴合。型面贴合的好坏程度直接关系制造出来的制件质量, 而油箱口区域的板件对于整形来说主要体现为四角的凸凹变形, 反映到整车外观, 从而影响整车的最终视觉效果。为了减小变形程序, 模具在制造阶段和模具精度恢复调试阶段, 往往需要花费一定的时间和精力进行型面研合率的确认和符型研合工作, 以确保达到所需的型面贴合要求, 如图8所示。

图8 型面贴合率
在冲压实际开展过程中, 型面研合更多的是开展压料芯的研合工作, 模具的压料芯结构一般有以下3种:
(1) 整体式结构, 如图9所示。

图9 整体式结构
整体压料芯是一体式结构, 整体铸造加工而成。模具压料芯研合率需要调整时, 有两种方法:一种是压料芯整体研合, 整体研合工作量很大, 费时费力;另一种是针对研合率不足的部位进行补焊修磨, 其修理过程需拆卸安全部件后将压料芯吊出补焊并修磨, 同时压料面补焊后会出现焊补缺陷, 如砂眼等。在模具调整与维护来说, 整体式压料芯的操作性与方便性较差。
(2) 背面固定的分体式结构, 如图10所示。

图10 背面固定的分体式结构
显而易见, 压料芯由两部分组成, 大压料芯和小压料芯。大压料芯背面加工出小压料芯的外周形状, 小压料芯从背面通过销钉和螺栓进行定位和紧固。对于油箱口部位来说, 大压料芯充当的角色是小压料芯的固定基座。小压料芯需要调整研合率时, 一般不直接在型面上焊补, 而是采取在小压料芯与大压料芯之间 (也就是小压料芯底部的固定面上) 增加垫片, 然后研合与大压料芯型面的衔接。模具调整型面研合率时, 比整体式结构的调整简便, 但在调整时, 拆卸小压料芯显得比较繁杂, 需吊运至支撑架上并从底部进行操作或者将大压料芯翻转后才能才能操作。
(3) 正面固定的分体式结构, 如图11所示。
正面固定的分体式结构形式很显然压料芯也是两部分, 大压料芯正面加工出小压料芯的外周形状, 小压料芯从正面通过螺栓与销钉进行固定。小压料芯需要调整研合率时, 拆卸小压料芯后取出, 在其底部增加垫片, 然后安装小压料芯并研合与大压料芯型面的衔接, 其操作过程相对简单。

图11 正面固定的分体式结构
通过对3种压料芯结构的分析与比较, 压料芯设计为正面固定的分体式结构比较合适;同时为了确保压料芯型面能提供足够的压料力, 其压料芯底部需设置压力源, 并让压力源尽可能靠近有效压料面部位, 如图12所示。
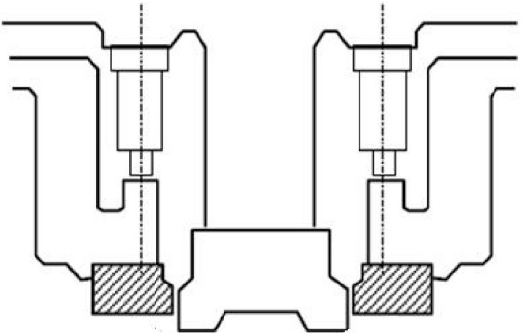
图12 压料芯的压力源设置
4、结论
在冲压模具开发阶段, 选择合适的冲压工艺和设计合理的模具结构对于冲压生产来说至关重要, 不仅能提高冲压件质量, 而且也利于模具的调整与维护。
参考文献
[1]平申, 张懃等.汽车覆盖件模具设计与制造[M].北京:国防工艺出版社, 1998.