24Сʱ���Ķ�������
24Сʱ���Ķ�������
ժ Ҫ
�������ſƼ����ٷ�չ��Խ��Խ����Ƚ��豸��ϵͳ���ڱ��з���ǰ�ص��Ƚ��豸�����ܵȷ���Ҫ��ܸߣ���֮������Ҫ���ϵ�Ҫ��Ҳ��ߣ����ںܶ�����͵�Ӳ����������㷺��Ӧ���ڹ�������ĸ�������ͨ���о����ֳ��ӹ����ֺܶ�Ӳ�������Ȼ���кܶ������������ܣ����Ǽӹ��Ѷȷdz���ͳ�ļӹ������ڼӹ������ͼӹ��ٶ����Ѿ������������ǵ�Ҫ��Ŀǰ���ֳ��������ӹ���������ʵ�ֶ�Ӳ����ϸ߾��ȸ�Ч�ļӹ��������ڳ��������ӹ������г�������Դ�����ŷdz���Ҫ�����ã�ֱ��Ӱ����ϼӹ�����������˱��������Ƴ�һ��Ƶ����Ӧ���ʻ�е�ӹ���������Դ��
�����������Ƚ����˿�Ƶ����Ӧ���ʻ�е�ӹ���������Դ�����塢�������������о���״�������г���ֻ��ƥ��̶��������Ĵ�ͳ��������Դ���бȽϣ�������Զ�г��Ƶ��Ϊ 15kHz-40kHz �������������ƥ�䣻��������ѹ��·����Ƶ����·���迹ƥ���·�͵�ѹ����������·��Ӳ���������м������������ѡȡ�����ݵ��ͻ�е�ӹ����������迹��г��Ƶ�ʣ�ȷ�����ĵĿ�Ƶ����Ӧ���ʻ�е�ӹ���������Դװ�õ����Ƶ��Ϊ 15kHz-40kHz,����������Ϊ 2kW.
������������ Matlab/Simulink ������װ�������·���˺Ϳ���ϵͳ���з�����֤����������֤�˱�����ƵĿ�Ƶ����Ӧ���ʻ�е�ӹ���������Դϵͳ����ȷ�ԺͿ����ԣ������о����ֺ㹦��ģʽ�£��趨���ʺ�ͨ�� PI ���ڣ���Դ�ܿ�ﵽ�趨���ʣ������ȶ����������˴־���ϱ䲽����Ƶ�ʸ����㷨��ʵ����г��Ƶ�ʸ����ٶȸ��쾫�ȸ��ߣ�ʵʱ��֤����������г��״̬��
��������װ�õ�Ӳ�������Ե��� BUCK ��ѹ��·��ȫ�����������Ϊ����·�ĺ��ģ��������ص�Ԫͨ������ BUCK ��ѹ��·�����źŵ�ռ�ձȣ�����������ʵ��ڣ�ͨ����������·�����źŵ�Ƶ�ʣ���������Ƶ����·����ĵ�ѹƵ�ʣ�ʹ������������г���״̬��
��������������Ӳ��ƽ̨�����Ŀ����˶Գ�������Դ�����ͻ�����г��ʵʱ��ص�Ӧ������ƽ̨����ʵ�ֻ����������á������жϡ�ʵʱ��ʾ������ʺ�Ƶ�ʡ���ʷ���ݴ洢�ȹ��ܡ�����ʵ���Һ������ϵͳ���ܲ��ԣ������������ֳ���е�ӹ�Ҫ����ܾ��ﵽ�˱��ĵ����Ŀ�ꡣ
�����ؼ��� ��������Դ��Ƶ���Զ����٣����ʵ��ڣ���е�ӹ�
Abstract
����With the rapid development of science and technology, more and more advanced equipment and systems are being developed. The cutting-edge advanced equipment has high requirements in terms of performance, and the requirements for required materials are also improved. Now many new hard and brittle materials are widely used in various fields of national life, Through research and field processing, it is found that although many hard and brittle materials have many unique and excellent properties, it is very difficult to process. The traditional processing methods can not meet people's requirements in processing quality and processing speed. At present, it is found that ultrasonic vibration assisted processing technology can realize high-precision and efficient processing of hard and brittle materials, And in ultrasonic vibration assisted machining technology, ultrasonic power supply plays a very important role, which directly affects the quality of material processing. Therefore, a set of broadband adaptive high-power ultrasonic power supply for machining is developed in this paper.
����Firstly, this paper introduces the significance, background and research status of broadband adaptive high-power machining ultrasonic power supply at home and abroad; Compared with the traditional ultrasonic power supply which can only match fixed transducers in the market, it is proposed that any transducer with resonant frequency of 15khz-40khz can be matched; The hardware parameters of rectifier voltage regulating circuit, high frequency inverter circuit, impedance matching circuit and voltage and current sampling circuit are calculated, analyzed and selected; According to the impedance and resonant frequency of typical machining transducers, the output frequency of the broadband adaptive high-power machining ultrasonic power supply device in this paper is determined to be 15khz-40khz and the maximum output power is 2kW
����In this paper, the overall circuit topology and control system of the device are simulated and verified by Matlab / Simulink software. The simulation results verify the correctness and feasibility of the broadband adaptive high-power machining ultrasonic power supply system designed in this paper. The simulation study shows that in the constant power mode, after setting the power, the power supply quickly reaches the set power through PI adjustment, and the output is stable; A frequency tracking algorithm combining coarse precision and variable step size is designed to realize faster resonant frequency tracking speed, higher accuracy and ensure that the transducer is in resonant state in real time.
����The hardware development of the device takes the single-phase buck voltage regulating circuit and full bridge inverter topology as the core of the main circuit. The central main control unit adjusts the output power by controlling the duty cycle of the driving signal of the buck voltage regulating circuit; By controlling the frequency of the driving signal of the inverter circuit, the output voltage frequency of the high-frequency inverter circuit is adjusted to make the transducer work in a resonant state.
����Finally, based on the above hardware platform, an application software platform for real-time monitoring of ultrasonic power supply and transducer resonance is developed, which can realize the functions of basic parameter setting, fault judgment, real-time display of output power and frequency, historical data storage and so on. The system performance test is completed in the laboratory and factory. The test results meet the on-site machining requirements, and all functions achieve the design goal of this paper.
����Keywords ultrasonic power supply; Automatic frequency tracking; Power regulation; machining

Ŀ ¼
������1�� �� ��
����1.1 �����о�������Ŀ������
�������Ÿ��¼������ٷ�չ�����ںܶ�Ӳ����Ͼ߱��ܶ���������ܣ���˱��㷺Ӧ���ڹ�����������ĸ�������ͨ���о���ʵ��ʹ���з��� SiC ������ǿ�������ϲ��ϣ����¼�� SiCp/Al������ͨ�ĸ��ϲ���ǿ�ȸ��ߡ����ܵ��¶ȸ��߶��� SiCp/Al ����ͨ�ĸ��ϲ��ϵ�������ϵ��С�ܶ࣬��˽������ھ������������ǡ����������պ�������㷺��Ӧ�ã�SiCp/Al ���ϲ��ϵļӹ��Ѷȷdz�������Ϊ SiCp/Al ���ϲ��ϵ��к��д����� SiC ���������ҳ�Ϊ�˴��һ���ϵĵ����Ѽӹ����ϣ��������� SiCp/Al �����������ϲ���û�е��������ܣ������ⶼ�dz����е���Ҫ������Ӧ�� SiCp/Al ���ϲ��ϣ����SiCp/Al �ļӹ�����������һֱ�����ܹ������о�ѧ�ߵĹ�ע[1-2].
������������������ѧ����� SiCp/Al ���ϲ��ϵļӹ��Ӹ����������ͻ�ƣ�Ѱ�Ҹ��ֵ��߲��ϣ������д������ֳ��ӹ�ʵ�飬���ֳ��ӹ�ʵ��������ӹ�Ч�����������ã��������� SiCp/Al ���ϲ����е� SiC �������������ӣ�SiCp/Al ���ϲ��ϵļӹ��Ѷȳ�ָ�����ӣ�ͨ�������ֳ��ӹ�ʵ�����ݶԱ������۾����ʯ���ߣ����¼�� PCD ���ߣ����кܺõļӹ����ܣ����Ǵ�ʵ�ʶ� SiCp/Al ���ϲ��ϼӹ�Ч��������PCD ����ĥ�����أ��������ϣ��Ѿ�����Ӱ��ӹ��ٶȺͼӹ��������� SiC �����ĺ����������ӣ����� 50%����ʱ���������������Ƹ���֣�SiCp/Al ���ϲ��ϣ������ SiCp/Al ���ϲ��ϵ��Ѽӹ��̶ȸ������ԣ�һ����ͳ����������ҪƵ������������ɣ����Ը���� SiCp/Al ���ϲ��ϵļӹ������Ѿ������谭�� SiCp/Al ���ϲ��ϱ��㷺��Ӧ�ã������һ�������������ӹ�����Ӧ�˶�����������ʵ��ʹ����Ч���dz��ã�����ĥ��������ؼ�С����������ӹ�Ч���dz��ã����Խ��Խ�ܵ���ҵ��Ͽɣ������㷺��Ͷ��ʹ��[3-4].
������Ը���� SiCp/Al ���ϲ��Ϻ�����Ӳ����ϼӹ��ѵ����⣬���Dz����˳��������ӹ����������������ӹ������Ĺ���ԭ���ǽ������������ںϽ���ͨ�Ļ�е�ӹ�������[5],�����Ѿ�ͨ�����������ӹ������ʹ�ͳ��е�ӹ������ڹ��������ֳ��ӹ��Աȣ�ͨ���Ա����ַ����Թ����ļӹ�Ч�����������ֳ��������ӹ������ӹ��Ĺ����������á��ӹ��ľ��ȸ��ߣ����������ӹ�װ���еĺ��IJ����ǻ�е�ӹ���������Դ���������ϵij�����ԴƵ�ʸ��ٷ�Χ�ͣ�����ʵ���о��Ļ�����-�����-����ͷ�ṹ��Ҫ��ε��Բ���ƥ���ϳ�����Դ������ʵ�������������ɱ���ߵ����⣬����ʱ���ܻ�ʹ�ñ����-����ͷ���ֱ��ϡ�
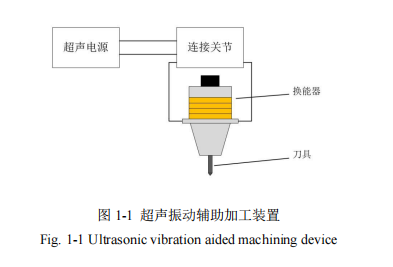
������������ԭ���IJ���ȡ���Ի�����-�����-����ͷ��ƥ�䳬������Դ�Ĵ�ͳ���������Ǵӳ�������Դƥ�任����-�����-����ͷ�ĽǶ����֣�ͨ�����һ���Զ�ƥ�任����-�����-����ͷ�Ŀ�Ƶ��������Դϵͳ��ʵ������ʵ�����ڡ�����ʵ��ɱ�����ȷ���ٸ���г��Ƶ�ʵ�Ŀ�ģ���ͼ 1-1 ��ʾ���DZ��ij��������ӹ�ϵͳ�ɳ�������Դ���������ӹؽںͱ����-����ͷ���ɣ���ͼ 1-1 ��ʾ���������ӹ�ϵͳ�е����ӹؽڿ�������ת�ؽ�Ҳ�����Ƿ���ת�ؽڡ�
����1.2 �������е�ӹ���������Դ�о���״
��������Ϊ��е�ӹ���������Դ�dz��������ӹ�ϵͳ�ĺ��IJ��֣���˻�е�ӹ���������Դ�ķ�չҲ����Լ�ų��������ӹ������ķ�չ��Ŀǰ�����������ӹ�ϵͳ��Ҫͻ�Ƴ�������Դ����Ƶ��խ��Ƶ�ʸ��پ��ȵ͵�Լ�������ڼ����Ƶ�ʸ��ٷ�Χ��Ƶ�ʸ��ٿ�����Ӧ�õĴ��ʳ�����Դ��
����1.2.1 �����е�ӹ���������Դ�о���״
���������Ӧ���ڻ�е�ӹ��Ŀ�Ƶ����Ӧ���ʳ�������Դ�о��Ƚ��٣�������Ӧ�õij�������Դ�����о��кܶࡣ1960 ���������ݵ�����˾�� Yin-MinWei Ϊ�����㹤ҵ�жԳ������������߹��ʡ���Ƶ�ʺ�Ч�ʵ�Ҫ����ͨ�����þ���ܴ�����չ����������ͳ�������������Ϊ֮����ƴ��ʳ�������Դ�춨�˻���[6].1962 �������� Frank Massa ��ϸ�����˳������ڹ�ҵ�еijɹ�Ӧ�ã���ҪӦ�ð����͡��С��߹��ʡ��е͵ȹ��ʳ�����Ӧ�ð�����⡢ң�ء�̽�ˡ����������ƺͺ��ӵ����ͣ��߹��ʳ�����Ӧ�ð���������ұ���������ѧ��Ʒ�ķ�ɢ�Լ�����Ӧ�á��е���Ӧ�óɹ������ҵ���գ����Ǵ���Ӧ�ý�չ����[7].1967 ������ͨ�õ�����˾�� Neville Mapham ͨ��ʹ�õ����ɿع裬�Ӷ�ʹ�뵼�����ص�·�ijɱ���ͻ������ͳ�������Դ�ijɱ���
������·�������õĸ��ص��ڹ��ܣ����ƻ�����·�ĵ�ѹ����仯 5%,�õ�·�����Գ��������أ����Ƶ�ʷ�Χ�� 400Hz-30kHz,��������Ϊ 1kW[8].
����1975 �꣬���� Branson ��������˾�� A.Shoh �����˴��ʳ������ڹ�ҵ�е�Ӧ�ã���ͳ�����ڹ�ҵ��;�Ĺ��ʳ����豸ÿ���ܼ� 1 ����Ԫ���ڽ������� 25���ォ���Ȳ���չ[9].1996 ���ձ��� Yoko Mizutani ��Ի��������и��ӵ��迹���ԣ���������͵������PLL���������Զ�Ƶ�ʿ����㷨��AFC��ʵ����������Ƶ���뻻����г��Ƶ������Ӧ����ͨ���о��˻��������迹���ԣ����ֵ�������������г��Ƶ��ʱ��������������С���迹���Ҵ�ʱ�����������ĵ�������ݻ�������һ�ص�����Ƶ����� PLL ��·���Դ�����߳�������Դ��������ʣ��ɴ�����ƴ���һ����Ƶ���ʵij�������Դ��Ƶ��Ϊ1MHz,����Ϊ 60W[10].2007 �겨���� Pawe? Fabija��ski ͨ���Ի������ĵ�Ч�迹�����о�������ȷ�����Ч��·�ɾ�̬���ݺͶ�̬���衢��к͵��ݲ���������ɣ�ͨ������ģ������ʹ���������������г��Ƶ�ʣ����������������Ч��[11].2008 �̩꣬���� Chankit Buasri ������������������ȵ��ƣ�PWM�������� PWM ���ƣ�PS-PWM���������ܶȵ��ƣ�PDM����Ϊ��������ϴ���Ŀ����źţ����������ֿ���ģʽ��Ч�����бȽϣ�����ȫ���������г��Ƶ��Ϊ 30kHz ��ȷ����������ϴ����Ч�ʡ����Խ������ PDM �л���������ϴ�ֲ��豸����Ѳ��ԣ�PWM �� PS-PWM ����������ƽ�豸����Ѳ���[12].2010 �꣬�������� Ali Tangel ������� FPGA Ϊ���ĵĶ����������������������ʵ���ĸ����������巢������������ʾ��Ԫ�����Ƶ��Ϊ48kHz,Ƶ�ʷֱ���Ϊ 5Hz,���������Ϊ���״γ������� FPGA �����IJ���Ӳ�����[13].2013 �꣬���������� Javad abbaszadeh ����˿��Խ���Ƶ���Զ����٣����ٲ���Ϊ 100Hz,����ϵͳƵ��ʵʱ��غ͵����ij�������Դ[14].
����2017 ���ձ��� Jun Imaoka �����һ�������������ת��ѹ�����������г���·��������������Ҫ�ļӹ��豸֮һ���ø�Ƶ���ҵ�ѹ�����������������ij�����������������ת��ѹ�������ˢ�ͻ����ĵ�ѹ���ݷ����������ҵ�ѹ�ṩ����������ת���ϵij�����������������ת��ѹ�������ϵ�������������ݳ�������������Ҫ��������ѹ����ˣ���Ҫ���� LC ������������ת��ѹ���е�©�н��е�Ч����[15].2018 �����˹�� Vladimir N. Khmelev �о����ָ�ǿ�ȵĻ�е���Ըı���ϵĽṹ�����ܣ���������һ����ѹ��Դ�������������ڹ�ҵ������е������߸��ֲ�Ʒ�IJ�Ʒ����[16].2020 �꣬ӡ����P.aanchal satyan ��̫�����볬�������������ϣ������̫���ܳ�������ϴ��[17].
����1.2.2 ���ڻ�е�ӹ���������Դ�о���״
����1980 �꣬�ҹ���ʼ����ģ���·����ʳ����豸�����ڹ�ҵ�п�ʼͶ��ʹ�ã��糬����ϴ���������Ӻͳ����ӹ�[18-23].1993 ��̫ԭ��ѧ����Ƽ�����һ�������ʳ�������������ͨ�����ù��� MOSFET ������ӹ�����ߵ���ת����е�ܵ�Ч��[24].2000 �꣬����������ѧ�������� mcs-80c196 ��Ƭ��Ϊ�źſ���оƬ�������һ�����ܻ����ʳ����������������Ƶ��Ϊ 20kHz-38kHz,�������Ϊ 300W,����ʵ��Ƶ���Զ�����[25].2008 �꣬����ʦ����ѧ������ͨ���Ը�Ƶ���ʻ���������ƣ�ʵ��һ�������������ж����ег��Ƶ�ʣ��ܴ�̶����ƹ��˻�������ʹ�ã��������û�����������ܶ�Ļ������������˼ӹ���ʵ��ijɱ�[26].2010 �꣬���ϴ�ѧ���ٴ����ͨ������ PI�������������PLL�����ϵ�Ƶ�ʸ��ٷ���������˵�Դ����ʱ��������Դ����ʧг�����⣬���һ�ʵ���˿���ΧƵ�ʸ��٣�ͬʱ���������˳�������Դ�����ܺ�ϵͳ�ù�������[27].2011 �꣬���ݴ�ѧ����ʤ��Ի��������迹���������һ�����͵Ķ�̬������г��ƽƵ�ʺͻ����������ķ��������ֶ�̬��ⷽ�������ڻ�������г��Ƶ�ʸ��١��Ͼ����պ����ѧ������������һ��ȫ�µ�ȫ��������Ʒ�������������˳�����Դ��Ч�ʡ����ϴ�ѧ�Ļƿ�������ѹ���մɻ��������迹���Ժ�г��Ƶ�����ԣ��Դ���֧·��г��Ƶ����Ϊ�����������Ĺ��������г��Ƶ�ʣ������� BP ��������ǰ�����ƥ������ĵ��ֵ��Ϊ��ʵ��ʵʱг��Ƶ�ʸ��ٺͶ�̬�迹ƥ�䣬ͨ�������������ֵȷ����������г��Ƶ�ʡ��人������ѧ��������ݹ��ʳ����ڹ�ҵ�е���Ҫ���������һ�����ܻ����ʷ������������ϵͳƵ�ʸ��پ��ȣ�Ϊ�˷�ֹ����������ϵͳ�������ȶ��Լ��ɿ��Բ������ţ��������Ӳ������������ȡ�˿����Ŵ�ʩ��˫�ر���ϵͳ�Ŀɿ�����[28-31].2014 �꽭�ϴ�ѧ���Ժ���Դ�ͳ��������Դֻ�ܹ�����һ���̶�г��Ƶ�ʣ���ʵ��Ӧ�����������ޣ�Ϊ�ˣ�ͨ��ģ�����ƶ���г��Ƶ�ʽ��д��Ե��������� DDS ʵ��г��Ƶ�ʾ����������һ�����Ƶ�ʷ�ΧΪ 15kHz-38kHz �Ŀ������ʳ�����Դ[32].
����2015 �껪��������ѧ�ܺͺ��ݵ��ӿƼ���ѧ�º黶��Թ�ҵ�жԳ�������Դ����Ҫ��Խ��Խ�ߵ����⣬�����һ����ʳ�������Դ����������Ը��ݸ��صı仯���и���г��Ƶ�ʸ��ٵķ�����Ƶ�ʸ��ٵ��ٶȡ�������ͨ��ѧ���� ���뷢�ִ�ͳ�ij�����Դ���ڲ��õ��Ǿ�̬�迹ƥ�����磬��˵��³�����Դ��г��Ƶ��Ư��ʱ���ܼ�ʱ�����迹ƥ�����Ч�ʽ��͡�������ͣ������⣬�������˶�������迹ƥ�����[33-38].2016 �꣬�㽭��ѧ������о����֣�Ӳ����ϱ���ͨ���ϵ�ǿ�Ⱥ�Ӳ�ȶ��߶�����ĥ�Ժã�����Ӳ����ϵļӹ��Ƚ����ѣ���ͳ�Ļ�е�ӹ������Ѿ����㲻�ˣ�ͨ���о��������볬���ļ�������ʵ�ֶԺܶ�Ӳ����ϵľ��ܼӹ�����������һ�׳�����е�ӹ�ϵͳ����������������Ƶ�ʸ��ټ�����Ѱ�ҵ������ֵƵ�ʸ��ٷ������ϵĸ���Ƶ�ʸ��ٷ���������ʵ�ֶ�̬������������г��״̬���������ָ���Ƶ�ʸ��ٷ������پ��Ȳ�����[39-41].2017 �꣬���տƼ���ѧ���Ļ��������һ���� FPGAΪ���ƺ��ĵĿ�Ƶ��������Դ�����Ƶ�ʿɴ� 20kHz-40kHz,����˿�Ƶ���������Ƶ�ʸ��ٵ����⣬���������ƥ�任������ͻ��ר��ר�õļ������ݡ�
�������ݵ��ӿƼ���ѧ������֣���������Դ�Ĺ��ʵ��ں������ѹ���ȶ�������Ӱ���˳�������Դ�ĺ�����������ˣ�Ϊ����ߺ�������������˳�������Դ�ĺ�������Ʋ���[42-44].2019 ���й���ѧ�������ڳ����ӹ��о��з����������Ŀ��ٱ仯�͵��ܴ���Ч�ʵͣ���Լӹ�����������Ӱ�죬ԭ�����������ı仯�͵��ܴ���Ч�ʻ�ʹ������ȶ��������������˥�������һ���ܸ�������仯����������ʵij�������Դ[45-47].2020 �������ҵ��ѧ����뷢��Ŀǰ�����ڹ��ʺ��ӵij�������Դ��ܶ����⣬���ڸ���ͻ��ʱʧг����������ʲ��ȶ���Ƶ�ʸ����ٶȵ����⣬���� LCL ��ƥ���·�ͻ��ַ��� PI �� �Ʋ��������Ƶ�ʺϳɼ��� DDS ��Ƶ�ʸ��ٲ��ԣ������һ�� 2kW ��������Դ��Ƶ�ʸ��ٲ���Ϊ 1Hz ����˳�����������ԴƵ�ʸ��پ��ȣ�������˳�������ԴƵ�ʸ�����Ӧ�ٶ�������ʧг������[48].
�����ۺ����Ϲ�����ѧ�ߵ��о��ɹ������Ѿ�ȡ���˾�ͻ�ƶ����еij�������Դ�Ѿ���ijЩ����Ͷ��ʹ�ã������г��ϴ�ͳ�ij�������Դ�Դ���Ƶ�ʸ��ٶ�̬��Ӧ����Ƶ�ʸ��ٷ�Χխ��������������ר��ר�á�������ʲ��ȶ��͵�Դ��ʱ�����в��ȶ���ȱ�ݣ�Ϊ�˽���������⣬�о��ܹ��Զ����о�����Ƶ�ʸ����Լ������Զ������ij�������Դ��װ����ʮ�ֱ�Ҫ�ġ�
����1.3 ���ĵ���Ҫ�о�����
���������о�����Ҫ����������һ�����ڶ�Ӳ����Ͻ��л�е�ӹ��Ŀ�Ƶ����Ӧ���ʳ�������Դװ�ã��ܹ���г��Ƶ��Ϊ 15kHz-40kHz ֮���������������Զ�ƥ�䡢ʵʱ����Ƶ�ʸ����Լ������ȶ�����ij�������Դ�����ĵ���Ҫ�о��������£�
������1��������Ƶ����Ӧ���ʻ�е�ӹ���������Դ���Ƶ���Ҫ���壬�����ܳ��������ӹ����������IJ����ؽ�����һ�¹�����Գ�������Դ�о��Ľ�չ��ͻ�ơ�
������2����ϻ������Ĺ���ԭ���ͶԻ��������迹���Է������ɽ����ЧΪRLC ������·������ Matlab/Simulink �����Գ�������Դϵͳ�����·���˵Ŀ����Խ��з��棬�ڷ�����ģ���˻�����г��Ƶ��Ư��ʱ��г��Ƶ�ʸ��ٺ��ʵ��ڣ�ģ����г��Ƶ��ƫ��ʱ��ѹ�������ı仯���ƣ�����װ�õ�����ָ������˺�����ƣ��Ե������������IJ��������˼����ѡ��
������3��������λ����������Դ�����ͻ�����г��ʵʱ���Ӧ������ƽ̨�����Լ��ƽ̨��ģ����к�����ƣ�ȷ��ʵ�ֵײ�Ӳ��װ�õ�Ԫ����λ��ʵ�ֻ��� MODBUS Э���˫��ͨ�ſ��ƣ�ͬʱӦ�ڼ������ƽ̨�м���������ü�������ʾ��ȷ���û�������ݡ�
������4����Ƶ����Ӧ���ʻ�е�ӹ���������Դװ������ʵ���ҽ���ϵͳ���ܲ��ԣ��ڹ�����Ӳ������ֳ����л�е�ӹ�����֤��������Դװ���ڹ����� ���ӹ�ʱ��ʵ�����еĿ����ԡ��ɿ��Ժ��ȶ��ԣ��������������з�����
������ 2 �� ��е�ӹ���������Դ����·���
����2.1 ��е�ӹ���������Դ������Ʒ���
����2.2 ������ѹģ��
����2.2.1 ������·�������
����2.2.2 �˲���·�������
����2.2.3 BUCK ��ѹ��·�������
����2.3 ��Ƶ���ģ��
����2.4 �迹ƥ��ģ��
����2.4.1 �������迹���Է���
����2.4.2 ��̬ƥ�似���о�
����2.4.3 ��̬ƥ�似���о�
����2.5 ������
������ 3 �� ��������ԴӲ����·���
����3.1 ����ϵͳ���巽�����
����3.2 ����Ӳ����·���
����3.2.1 ��ѹ��������·���
����3.2.2 ��ѹ����������·������֤
����3.2.3 ��ѹ��������Ӳ����·���
����3.3 �źŷ�����·Ӳ�����
����3.3.1 DDS �źŷ�����·���
����3.3.2 MOSFET ������·
����3.4 ������·���
����3.5 ������
������ 4 �� ��������Դ���������ϵͳ���ܲ���
����4.1 ����ϵͳ�����㷨���
����4.1.1 ���ʿ����㷨���
����4.1.2 Ƶ�ʸ����㷨���
����4.1.3 DDS �����㷨���
����4.1.4 �˻�����ģ�������㷨���
����4.2 ��������Դ����ϵͳ������֤
����4.3 ϵͳ���ܲ���
����4.3.1 ʵ����ϵͳ���ܲ���
����4.3.2 ϵͳ�ֳ����Լ�����
����4.4 ������
�� ��
���������ڷ����˻�е�ӹ���������Դ�������о���״�Ļ���֮�ϣ�����˿�Ƶ����Ӧ���ʻ�е�ӹ���������Դװ�õ����ƣ�Ϊ��ʵ�ֶ�Ӳ����ϸ�Ч���ʵļӹ������ĶԳ��������ӹ������ĺ��IJ��ֻ�е�ӹ���������Դ�еĺ��ļ����Ϳ��Ʋ��Խ�����ƣ���ͨ���� Matlab/Simulink �н�����������Դϵͳģ�ͽ��з�����֤����ʵ���Ҵϵͳ���ܲ���ƽ̨���ڵ�����ɵĻ����ϴ������ϵͳ���������ֳ����й��ܲ��ԣ�ͨ�����۷�����ʵ���о����ֳ����Եó����½��ۣ�
����1. ͨ�������˻������ĵ�Ч��·ģ�ͺͻ��������迹���ԣ����ķ��ֻ��������о�̬֧·�����ȶ��Ͷ�̬֧·�����仯���ҵ����ԣ���˱������������ϵ��迹ƥ�似����ͨ���Ա�ʵ��֤����������迹ƥ�似����Ч�Ľ���˻���������������ʧг�����⡣
����2.���Ŀǰ�г��ϳ�������ԴƵ�ʸ��ٷ�Χխ��ר��ר�õ����⣬��������˴־���ϵ�Ƶ�ʸ����㷨�������ʮ������Դ��ͨ�˲�����ͨ��ʵ�����ʵ���˳�������Դ���Զ�г��Ƶ��Ϊ 15kHz-40kHz ����������Զ�ƥ�书�ܺ�����Ƶ�ʸ��ٹ��ܡ� 3. ͨ����ʵ���Һ��ֳ��Ա������Ƶ��������Կ�֪������������������2kW ���ʱ�����Ա������õ�����״̬����ɿ��Ըߣ����׳�������Դϵͳ�ڲ��������ƵĹ�ѹ�����������ܣ����ҿ���������ǿ���ҵ��豸��ʱ�乤����������һֱ���Թ�����г��״̬��
����4.���Ľ��������õ���λ���������档�û����Ը���ֱ�۵Ĺ۲쳬������Դ��������ͻ������������������λ������������Լ�����IJ�����������λ���������滹���б������ܡ�
�����������Ƶij�������Դϵͳ��ʵ���Һ������ܲ����и���ܾ��ﵽ���Ҫ���ڲ����з��ֱ��׳�������Դ�������ڳ�������Դ�����������ķ�������Ż���
�� л
����ʱ����ţ��������о���ѧϰ�������������һ�ν�ʵ���ҵij�����������Ŀ��������ȴ���ò������װ���ʵ���ң���������ʦ��˧����ʦ�ֵ���˵�ټ��ˣ��ҵ����İٸн�������Ҫ��л���˺ܶ࣬��Ҫ˵�Ļ�Ҳ�кܶࡣ
�������ȣ���Ҫ���ĵĸ�л�ҵĵ�ʦ�������ڡ�������ʦԨ����רҵ֪ʶ���Ͻ���ѧ��̬�Ⱥ����õĿ���ϰ�߶�����ļ������ң�ÿ������ʦ��������ʱ������ʦ��Ϥ��ָ�����������dz�����з��棬����ʦ�������ṩ�˹�����ʵ��ƽ̨��ʵ�����ᣬʹ�Ҵӿ�ʼ��ʶ����������������ɿ�����Ŀ��һ�����ٳɳ����������У�����ʦƽ���˸����������������Ĺػ��Ͱ�����Ϊ���Ǵ��������õ�ʵ���ҷ�Χ��
�����ڿ�����о���ʵ���У�ʵ���ҵ�ʦ�ֵ��Ƕ��������Һܴ�İ�������Ҫ��л�Ŵ�����������ʦ���ڴʵ��ƽ̨�ͺ��ڵ���ʱ�����ڸ��Һܶ�ʵ�����飬�������ߺܶ����·�����и�л������ʿʦ������д�����ڼ��������ܶ�ָ�����Ľ��飬������˳��������ĵ�д���Լ�ʦ��ʦ����Ҳ�������Һܴ�İ�������л���������Ӧ���������еĻ������ʵ�飬��л�ҵĺ����Ѹ������һ�������⡢������⣬��������һ���ս��ʱ�⡣
������л�ҵĸ�ĸ����������ѧ·��֧�֣����ǵĹ��ĺ�֧������ƴ���Ķ���ԴȪ���ҽ�����Ŭ�����������ǵ�������
�������л�ܹ��ڰ�æ֮�жԱ���˶ʿ��ҵ���Ľ�������ĸ�λר�Һ�������ʦ���������������ֿ�ĸ�л��
��������Ҫ�鿴��ƪ��ҵ���ȫ�ģ�������ϵ�ͷ���ȡ��