24小时论文定制热线
24小时论文定制热线
摘 要
汽车轮毂质量的好坏对行车过程中的操纵性、平稳性和舒适性,甚至乘员的安全,具 有重要的影响。作为轮毂加工工艺装备的重要组成部分,汽车轮毂夹具关系着轮毂的加工 质量、生产率及加工成本。传统夹具,装夹尺寸单一,装夹过程复杂繁琐,需要人工进行 调整或者更换不同的夹具才能加工不同型号轮毂的状况,已无法胜任当今多样化和个性化 轮毂的柔性加工需要。因此,设计一种能够满足不同规格尺寸轮毂加工的柔性夹具,对提 高轮毂的加工质量、生产率以及减少加工成本具有重要意义。 本文通过对轮毂加工生产线一序中轮毂的加工工艺进行分析,研究设计了一种适用于 不同规格尺寸轮毂一序加工的汽车轮毂柔性夹具。论文的主要工作和结论如下:
1、对汽车轮毂一序加工中的工艺要求进行分析,明确夹具的工作目的和工作原理, 确定夹具的定位方案和夹紧方案,完成了夹具的结构设计;
2、提出了一种夹具误差映射模型,针对所设计的汽车轮毂柔性加工夹具的定位误差 进行分析。根据汽车轮毂给定的加工精度,基于误差映射模型运用 matlab 软件对夹具定 位元件的位置误差及姿态误差进行计算;
3、对轮毂柔性加工夹具的关键参数进行设计,明确了夹具的夹紧行程和有效夹紧力 范围,为夹具实现可靠的柔性装夹提供保证;
4、通过 ANSYS Workbench 软件中的有限元仿真模拟的方式,对所设计的夹具结构 分别进行了静力学仿真和模态分析。通过静力学分析验证夹具结构是否安全,通过模态分 析获得其固有频率和对应振型,为避免夹具在使用过程中产生共振现象提供参考; 通过本文的工作,设计了一种装夹可靠的汽车轮毂一序柔性加工夹具,可以实现在无 需更换夹具的情况下,实现对不同规格尺寸轮毂的可靠装夹。节约了轮毂加工成本,为构 建汽车轮毂柔性生产线提供了技术支持。
关键词: 汽车轮毂;柔性加工夹具;误差分析;夹具关键参数;有限元仿真
Abstract
The quality of automobile wheels has an important influence on the maneuverability, stability and comfort during driving, and even the safety of occupants. As an important part of the hub processing technology equipment, automobile hub clamps are related to the processing quality, productivity and processing cost of the hub. Traditional fixtures have a single clamping size, and the installation process is complicated and cumbersome. It requires manual adjustment or replacement of different fixtures to process different types of wheels. It is no longer suitable for the flexible processing needs of today's persified and personalized wheels. Therefore, designing a flexible fixture that can meet the processing of hubs of different specifications and sizes is of great significance for improving the processing quality and productivity of the hub and reducing the processing cost.
In this paper, through the analysis of the processing technology of the hub in the first sequence of the hub processing production line, we researched and designed a flexible clamp for automobile hubs that was suitable for the sequential processing of hubs of different sizes. The main work and conclusions of the paper are as follows:
1 、 Analyze the technological requirements in the sequential processing of automobile wheels, clarify the working purpose and working principle of the fixture, determine the positioning plan and clamping plan of the fixture, and complete the structural design of the fixture;
2、A fixture error mapping model is proposed to analyze the positioning errors of the designed flexible machining fixture for automobile wheels. According to the given machining accuracy of the automobile wheel hub, the position error and attitude error of the fixture positioning element are calculated based on the error mapping model using matlab software;
3、Design the key parameters of the hub's flexible machining fixture, clarify the clamping stroke and effective clamping force range of the fixture, and provide guarantee for the fixture to achieve reliable flexible clamping;
4 、 Through the finite element simulation in ANSYS Workbench software, the static structure simulation and modal analysis of the designed fixture structure were carried out respectively. Verify whether the fixture structure is safe through static analysis, and obtain its natural frequency and corresponding vibration mode through modal analysis, to provide a reference for avoiding resonance phenomenon during the use of the fixture; Through the work in this paper, a kind of flexible machining fixture for automobile hubs with reliable clamping is designed, which can realize the reliable clamping of hubs with different sizes without changing the clamps. It saves the processing cost of the wheel hub and provides technical support for the construction of a flexible production line for automobile wheels.
Keywords: Automobile wheel hub; Flexible processing fixture; Error analysis; Key parameters of fixture; Finite element simulation
目录
第一章 绪论
1.1 课题背景及研究意义
1.1.1 课题背景
本课题来源于江苏省重点研发计划资助项目"汽车轮毂加工高端装备研制及其柔性自 动化生产线开发"(BE2017026)。轮毂的自动化生产单元可以分为三个工序,即:一序、 二序和三序。每道工序的加工内容和所用设备有所不同,一序在双刀塔立车上完成,车削 部位为轮毂的下半圆面(占整个半圆面的 2/3)、内壁面、法兰面以及中心孔;二序在单 刀塔立车上完成,加工部位为轮毂的上半圆面(占整个半圆面的 1/3);三序是在立式加 工中心上完成,加工部位为轮毂的装饰孔和气门孔;经过三道工序即可以完成对轮毂毛坯 的加工。以往的自动化生产单元由于受到机床夹具的限制,在没有人工干预的情况下只能 够完成对某一规格尺寸轮毂的加工,不具备柔性化,为满足自动化生产和提高生产率要求, 研制一种可以实现对不同规格尺寸轮毂进行自动装夹的柔性夹具是当前加工生产中急需 解决的问题。 由于时代的进步,生产方式发生了翻天覆地的变化。之前的机械化作业模式逐渐被智 能化的数控机床所替代,随着机械行业多样化和个性化的生产需求不断凸显,传统的工装 夹具在机加工中越来越受到限制。因此,在机床夹具的设计研究方面,模块化和柔性化正 在成为夹具的发展趋势[1].
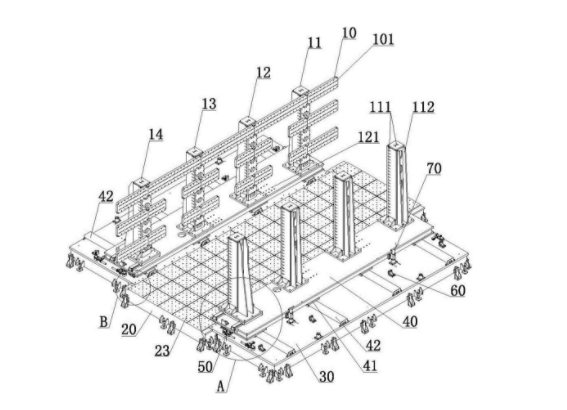
众所周知,轮毂为汽车上的重要零部件之一,如图 1-1 所示。轮毂主要有钢质轮毂和 铝制轮毂之分,其质量的好坏对行车过程中的操纵性、平稳性、舒适性和车辆的美观等性 能,以及车上人员的安全都具有重要影响[2-3].轮毂在机加工中需要用到夹具对其进行装 夹,夹具的定位精度以及质量的好坏是对轮毂加工质量和生产效率的重要保证。近年来, 由于汽车行业的繁荣发展,客户对汽车轮毂的需求越来越高,主要体现在轮毂的多样化和 新颖性要求方面;车轮种类在持续的增加,在加工过程中所需要进行装夹的夹具种类也同 时在不断的增多。传统的夹具在对轮毂进行装夹时,装夹过程复杂繁琐,装夹尺寸比较单 一,在机床需要加工型号不同的轮毂时,夹具能够装夹的尺寸往往需要人为的进行更替, 或者换成不同的夹具来符合加工的需要。这样就必然增加了现场工人的劳动强度,而且大 大的降低了企业的生产效率[4],会造成生产成本的浪费,不具有经济性,而且无法适应轮 毂柔性加工发展的趋势。

当下,境内现有的公开技术表明,根据汽车轮毂夹具的夹持半径是否可调,轮毂夹具 可以分为两种:夹持半径可调的轮毂夹具和夹持半径不可调的轮毂夹具。夹持半径不可调 的轮毂夹具:如参考文献[5]中发明了一种改进后的汽车轮毂夹具。该夹具的动力源采用 的是气缸,工作时齿条顶杆在气缸活塞杆的作用下做直线运动,使齿啮合齿条顶杆带动齿 轮的转轴开始转动。然后,夹具夹爪在销轴中旋转进行夹紧轮毂,以此来达到对轮毂进行 夹紧的目的。这种装夹方式虽然能够实现对轮毂的可靠装夹,但夹爪在支架上的位置是无 法变化的,为固定连接,只可以完成对某一种规格汽车轮毂的夹持任务,不具备柔性化。 夹持半径可调的轮毂夹具:如在参考文献[6]中,设计人员发明了一种可调的轮毂夹具, 该夹具在准备工作时,车间工人首先需要得知轮毂的尺寸,之后依据轮毂尺寸的大小对拉 臂的位置进行调试而后固定,然后通过在夹具的相关部位插入销钉完成定位操作,最后实 现夹具对轮毂的夹紧。该夹具的设计体现出了一定程度的灵活性,但是夹具在即将使用时, 其前期准备工作太过麻烦;当面临着多规格尺寸轮毂的生产任务时,其前期准备工作又需 要重新进行,会浪费大量的时间,不符合现代企业争分夺秒的生产模式。因此,在汽车轮 毂柔性加工夹具设计领域,还需要相关技术人员投入更多的精力,加大对轮毂夹具的研究。 鉴于以上背景,设计一种合理的汽车轮毂夹具,保证汽车轮毂在一序机加工生产中能 够对不同型号轮毂的自动定心和夹紧是本文的主要研究目的。
1.1.2 研究意义
近年来,汽车行业迅速发展,在愈发严苛的行业要求下,实现汽车轮毂柔性化生产日 益受到汽车厂商的关注。对汽车轮毂夹具来说,在其结构强度、刚度和可靠性得以确保的 条件下,能够完成在不停机的状态下对汽车轮毂的柔性装夹,一方面可以大幅度的减小企 业生产制造所需要的成本,提高企业在市场需求中的竞争力;另一方面因为不需要更换夹 具,避免了人工安装误差的累积,对保证轮毂的加工质量也会大有裨益。
中国汽车工业协会早前对轮毂销售量进行了分析,2018 年度汽车市场的销售数目为 2808.1 万辆,未来 3 年,中国汽车消费曲线将会维持 L 形发展态势[7].每年汽车市场对汽 车庞大的需求量,间接的导致了汽车厂商对轮毂的巨大需求,为汽车铝合金轮毂生产企业 的成长提供了肥沃的土壤。现有的轮毂制造厂商在组件轮毂生产线时,普遍采用的是一台数控加工中心、两台数控立式车床和一台自动搬运轮毂的机器人等构成[8].然而,我国在 着手组建这条轮毂加工生产线时遇到了诸多问题,主要可以分为以下两个方面。首先,缺 乏属于自己的知识产权,许多核心技术仍需由国外引进。国内许多轮毂制造企业在构建加 工生产线时,加工设备均采用从国外引进的方法来达到生产的需求,这就导致生产成本巨 大,费用之昂贵让大多数企业难以接受。其次,设备的柔性化程度低下。对于不同规格尺 寸的轮毂在加工时往往要有不同的加工设备来满足其对加工的需要,随着轮毂种类的增 加,对设备的需求也在随之增加,从而造成对生产成本的严重浪费。眼下,汽车轮毂正朝 着多样化、新颖化方向发展,所以,迫切需要构建一条可以实现对多规格、多尺寸、变批 量的轮毂毛坯进行加工的自动化生产线以满足实际生产的需要。而设计一款汽车轮毂柔性 车削夹具是实现轮毂柔性化生产的关键。在轮毂加工生产线上采用可以对轮毂实现柔性装 夹的夹具,不仅可以增加轮毂的产品质量,还可以使企业的生产效率有所提高,减少因更 换夹具而带来的时间消耗,对轮毂柔性加工自动化生产线的构建具有重要意义。
1.2 机床夹具国内外研究现状与分析
1.2.1 夹具设计
夹具诞生于 18 世纪后期,起初作为一种简易的辅助工具被用于机械加工中,其功用 是保证工件在机械加工中始终处于正确的位置。如今,机床夹具作为一种重要的机械设备, 被广泛的用于各类机加工场合,对工件的加工质量以及企业的生产成本都具有极其重要的 影响。随着工程技术的持续发展,技术人员在对机床夹具进行设计时日益趋于完善,对夹 具设计方案的可行性、实用性、精确性等问题越来越关注[9],好的夹具设计方案也是提高 工件加工质量的关键。近年来,在夹具设计领域,许多学者付出了许多心血和努力,为机 床夹具的设计工作做出了贡献。 王玲等[10]基于结构矩阵的集成理论和公理化设计方法,想出了一种可以对机床夹具 进行模块化设计的办法,该办法具有可重构的特点,通过该办法可以快速的对机床夹具进 行设计,完成相关的设计工作。
秦国华等[11]对夹具进行装夹时使工件产生形变的原因进 行了总结,一是夹紧副变形导致工件的实际位置与理论位置不符产生的误差;二是夹紧力 引起的工件变形。后通过分析,得出了夹紧副变形与工件毛坯位置误差两者间的函数模型, 并通过以工件位置误差最小为目的,完成了夹紧力的优化设计工作。刘俊成[12]在对机床 夹具进行设计时,结合应用实例,对夹具模型进行简化后根据静力平衡原理求出了理论夹 紧力,然后为了防止理论夹紧力无法满足实际加工的需求,与安全系数相乘得出了机加工 中所需的实际夹紧力的数值,为计算夹紧力提供了参考。李国栋等[13]对工件毛坯在刚度 条件不是很强的条件下,当对其开始定位、夹紧时,工件容易发生形变的情况进行了相关 研究。创建了夹具与工件之间的接触力、夹具夹紧元件的夹紧顺序和节点位移增量它们三 者之间的数学关系。同时,借助这种数学关系,提出了夹具对工件进行装夹时的优化模型。 研究结果显示,提出的优化模型对减小夹具在对工件进行装夹时的工件变形大有裨益,工 件的加工质量有所增加。谢友宝等[14]对夹具在进行夹紧操作时造成加工误差的不同影响 因素及其影响途径进行了全面分析,并根据产生影响的形式对工件出现夹紧变形的缘由进 行了总结。得出其误差形成的原因可以分为两个方面,一个是因为夹紧副发生塑性形变造 成的工件在夹具中的实际位置与理论位置不符;另一个是工件在外载荷的作用下发生了变过使工件位置误差达到最小为目的,创建了一种数学模型,该模型可以对夹紧力进行优化 设计。由其发现的可以对夹紧力进行改进的设计方法对减小工件的加工误差和提高企业的 生产效率具有重要作用,同时在机床夹具设计领域也为后人提供了借鉴和参考。刘冬梅等 [15]的研究对象主要面向于组合夹具领域,通过 Pro/E 对夹具的三维模型进行绘制,然后利 用Pro/MECHANICA有限元软件对在实际车间加工环境下夹具产生变形的情况展开模拟。
考虑到三维软件 Pro/E 与 Pro/MECHANICA 可以实现无缝对接而不会造成信息丢失,因此 在进行分析时采用让这两种软件相结合,可以省略中间过渡环节如模型修补等,增强了有 限元分析技术在夹具设计中的应用和设计过程的科学化。崔同军[16]借助夹具的相关模型 对实例系统进行了编码,对夹具系统所具有的内容和特点进行了详细的分析和研究,以当 下 CAFD(Computer Aided Fixture Design)中留存的不足为出发点和目标,借助 VB6.0 平台 设计系统,对 CAFD 中的内容进行了一系列的优化和改进,使其能够更好的服务于夹具 设计人员。郑兰蕊等[17]在对生产 KC80 系列前置驱动桥的机械加工车间进行生产检查时发 现,轮毂生产存在加工效率低,夹具使用不便的问题。基于轮毂的加工过程,经过一系列 的研究设计了一套轮毂专用夹具,该夹具相比于原夹具在装夹时更加流畅,提高了车间的 生产效率。 在国外,Li 等[18]经过多年的研究,创建了工件-夹具之间接触的数学模型,并基于此 模型,根据车间工件的加工要求对机加工工件的接触刚度进行了计算。与此同时,借助该 模型完成了夹具夹紧力的优化设计工作,对工件-夹具系统的研究具有促进作用和参考价 值。Rajan[19]一直致力于对机床组合夹具的研究,在组合夹具的装配方面,其借助人机工 程学的相关理论可以快速的对夹具进行装配,推动了组合夹具的发展。Hunter[20]在柔性夹 具设计领域取得了丰硕的研究成果,其借助于知识工程,使柔性夹具元件发生了巨大改变, 让单一柔性的夹具元件变得更加智能化,可以对设计知识进行继承,推动了智能柔性夹具 元件的发展。
1.2.2 夹具定位误差
夹具的定位误差是影响汽车轮毂加工精度的主要原因之一,最终会反映到轮毂的加工 质量上,对产品的合格率产生巨大影响。轮毂夹具的定位元件在生产的过程中会有制造误 差的存在,在进行组装时存在安装调整误差,因此轮毂在夹具定位的过程中,在所难免的 产生了定位误差[21].近年来,许多研究学者对机床夹具的定位误差进行了分析,为机床 夹具定位误差的发展做出了不可磨灭的贡献。 韩变枝等[22]应用 ADAMS 软件建立了工序夹具机构的数学模型,他提出杆件的运动 位置可以反映出夹具的定位误差,夹具在定位装夹时,可以用定位误差范围来代替杆件的 运动范围,通过对杆件的相对运动位置进行求解即可以获得夹具的定位误差大小。吴玉光 等[23]将工件-夹具系统进行了相关的简化,他认为接触副工件-夹具系统可以简化成若干机 构的组合,如接触副等价机构、公差关系等价机构和工序尺寸等价机构,简化成机构组合 后便可以运用机构学的方法去求解机床夹具的定位误差。Cai 等[24]通过使用变分法,提出 了一种数学模型,该数学模型可以反映出定位元件的尺寸偏差与工件加工误差两者之间一 一对应的函数关系,对减小工件的加工误差合理分配夹具定位元件的公差范围具有重要意 义。
朱丽敏[25]认真考虑了工件定位基准产生的误差、机床夹具引入的误差和机加工误差三者对工件位置偏差和姿态偏差的作用,利用齐次坐标变换技术得到了多阶段加工生产状 态下的误差传递数学关系。王凯[26]在对工件加工误差进行研究时发现机床夹具所引入的 误差占工件加工总误差的比重极大,通过对误差传递规律进行分析,提出了可以表征由夹 具所引入的误差而造成的工件加工误差之间关系的数学模型,并通过该模型对工件的加工 精度进行了预测,后又使用实验的手段对模型的准确性进行了验证,实验结果表明,该模 型是正确的。
Wang[27]在对机床夹具的定位误差进行相关研究时,借助 D-Optimal 方法获 得了最优的夹具结构,而后通过分析发现,夹具的定位元件、工件定位基准和最终工件的 加工误差三者之间存在着重要的依存关系,为了使夹具误差最小,工件的加工误差符合企 业的生产需求,创建了三者之间的关系模型并得出了数学表达式。Djurdjanovic 等[28]分析 了在加工过程中机床夹具的定位方式对工件加工精度的影响,由工件自身存在的基准不准 确对工件表面特征误差的作用,推导了在非单一阶段机加工过程中的误差流传递模型。 Marin 等[29]提出了针对夹具在定位过程中而导致工件毛坯特征误差的函数关系,通过该数 学模型对夹具的定位精度开展了相关计算,可以有效的避免工件加工误差过大的情况发 生,为提高工件的加工质量具有重要意义。Bai.Y 等[30-36]在对引起工件特征表面误差的原 因进行分析时发现,夹具定位元件的定位方式以及自身的制造误差是造成工件特征表面误 差的关键因素。之后建立了二者之间的函数关系,基于所建立的关系式可以有效的降低工 件误差。
Weifang. Chen 等[37]考量了夹具夹紧力以及在对工件进行定位和夹紧时夹紧元件 的布局方式和定位元件的分布情况对工件加工误差的影响,分析后发现夹紧力的大小和夹 具夹紧元件、定位元件的布局是影响工件加工误差的两个重要方面;为了使工件的加工误 差得以减小,其对夹具的布局方式和夹紧力的大小进行了相关优化。Ratchev. S 等[38]考量 了具有低刚度特征的毛坯在铣削过程中刀具铣削力的大小对毛坯误差的作用,建立了铣削 力大小与偏差模型,基于此关系成功的对毛坯在铣削过程中所产生的误差进行了估算。 Huang 等[39]在研究铣削加工产生的热量给工件毛坯误差的贡献过程中,他发现热量的大小 对毛坯变形具有重要的影响,通过研究找到了两者之间的有限元模型,减小了工件的变形 误差。Li. B 等[40]找到了一种可以使夹具定位误差减小的方法,他通过对夹具动态效应进 行研究后发现优化夹具结构布局和夹紧力是两个有效手段。
Choudhuri 等[41]在对如何提高 夹具定位精度的研究过程中,想到了一种可以将夹具定位销公差和工件定位基准偏差进行 关联的方法。通过使用有限元分析软件形象的刻画出了两者之间的关系,对合理选择夹具 定位零部件具有重要价值。Liao 等[42]在对发动机刚体的加工过程进行研究时发现,铣削 力的大小以及夹具在装夹时对缸体的夹紧力是造成缸体加工产生误差的主要原因,对缸体 的精加工过程具有重要的影响。Kang 等[43]在机床夹具的定位精度进行研究时,采用了对 毛坯表面偏差进行采样的方法,针对夹具上的零部件定位销研究其对误差的灵敏性,根据 分析结果,对夹具定位销的公差分配进行了拟定,有助于技术人员开展合理的设计工作, 为夹具设计给出了参考。
Rong 等[44]在刚体假设的条件下,根据在夹具设计时的公差需求、 所要满足的几何约束以及夹具的可达性要求,提出了一种夹具校验技术,该校验技术可以 与计算机进行精密结合,为工程设计提供方便。Kang[45]在研究夹具定位误差时,借助了 平面定位的手段,他认为工件加工误差的产生与机床夹具在定位时所引入的误差以及工件 自身存在的定位基准误差密不可分;之后又提出了一种误差计算方法,通过该方法可以有 效的减小工件平行度、位置度和线轮廓度等形位误差。王士豪[46]在对机床夹具进行研究时基于蒙特卡洛模拟方法,通过对相关统计数据进行统计分析,得到了工作台定位精度的 变化范围和公差值。
1.2.3 夹具有限元分析
有限元分析法作为解决现代工程实际问题的一种科学方法,将其使用在夹具设计的过 程中可以在很大程度上提高技术人员的夹具设计水平,规避在设计过程中出现的强度刚度 等结构有待完善的问题,使夹具设计更加合理[47].对于有限元分析技术在机床夹具设计 中的应用,许多学者对此付出了巨大努力。
宋玉宇[48]针对传统设计方法下数控车床夹具尺寸与重量偏大、外型不合理,使夹具 的材料与应用成本增大的问题,在机床夹具的设计过程中巧妙的运用了拓扑优化理论去解 决夹具设计中的相关问题,建立了夹具拓扑优化的数学模型,应用 ANSYS 中的相关设计 模块,以一种典型轮毂夹具为目标对其拓扑优化设计,给出了夹具外型和联接螺钉的布置 区域,得到了夹具更为合理的结构,为各类数控车床夹具的轻量化设计提供了新的思路与 参考。孙小文等[49]在对模具电极的生产加工的研究中发现,装夹模具电极的机床夹具存 在很明显的共振现象,使模具电极的生产无法继续进行。其为了再次避免夹具共振现象的 发生,在夹具设计过程运用有限元分析软件对夹具的模态进行了分析,分别开展了有预紧 力的模态分析和自由状态下的模态分析工作,为规避夹具共振提供了宝贵的经验,便于后 人进行参考。邹文俊等[50]从事发动机专用夹具的研究时发现,夹具的共振现象时有发生, 一旦夹具的自振频率与机床外界的输入频率达到一致时,夹具结构会遭到破坏且极易产生 疲劳等现象,后果十分严重。其后来将有限元分析技术使用到夹具设计过程中,有限元分 析模块中的动力学分析为避免工程结构发生共振现象提供了解决方法,通过动力学分析, 找到了夹具结构中的薄弱位置,为研发高精密的缸体加工夹具提供了参考,可以为技术人 员所借鉴,同时为企业的生产加工提供了技术保证。
潘耀庭[51]在对 ZMW 风电机轮毂的 自动化专用夹具进行设计时,使用了 ANSYS 对关键部件分别进行了静力学和动力学分 析,分析结果表明,所设计的夹具结构安全合理,在外载荷的作用下仍然能够完成加工生 产任务;为得到更优的夹具结构提供了保证,同时,也证明了所设计夹具结构的合理性和 实用性,经验设计方法在某些方面仍然是可靠的。王海军等[52]使用 ANSYS 软件对轮毂夹 具的重要零部件夹爪进行了静应力分析,分析得出了夹爪最大等效应力值,为以液压缸为 动力源的轮毂夹具提供了技术保证。谭晓芳[53]基于 ABAQUS 软件,对薄壁舱体工件毛坯 在夹具夹紧的状态下的接触问题进行了研究,通过对舱体毛坯进行网格划分,得到了其在 装夹状态下的有限元模型,获得了舱体零件在夹紧状态下的应力应变云图,从分析结果中 可知,在夹紧力的作用下薄壁零件没有发生破坏,夹紧力大小范围合理。刘凯等[54]通过 ABAQUS 建立了有限元三维分析模型,对某车灯用振动夹具进行了固有频率和振动模态 分析,依据模态分析结果得出了夹具结构的优化方案,使夹具的在一阶状态下的固有频率 远离外载荷信号的频率避免了共振。贺甲甲[55]借助 Solidworks Simulation 模块对机床夹具 中的重要零件夹具体和夹具固定夹在载荷作用下开展了有限元模拟,得到了相应的应力结 果图、位移结果图和应变结果图,得到了关键零件在载荷作用下的薄弱部位;并开展了对 关键零部件的优化设计工作,使夹具总质量得到下降。刘建坤[56]使用 ANSYS Workbench 对其所设计的焊接夹具中可能存在应力磨损和疲劳的零部件进行了静力学分析,并得到了 相关的应力应变云图,对夹具结构的安全性和合理性进行了相关验证。李念冲[57]利用有限元分析软件 ANSYS Workbench 中的强度分析模块对焊接夹具在夹紧工件时的情况进行 了模拟,从应力云图和动画中可以清楚的看到工件毛坯的变形情况和夹具夹紧元件的应力 分布,并基于此得出了夹具的优化方案,完成了优化工作,使夹具结构更加趋于完善。
1.2.4 现状分析
以上的研究工作虽然取得了较大的进展,为夹具研究工作积累了宝贵的经验,但在汽 车轮毂加工领域,夹具研究工作仍然存在着不足:
1、夹具柔性化程度欠缺、关键参数设计模糊 在夹具结构方面,常用的生产模式需要配备多种类型的夹具来满足对不同尺寸型号汽 车轮毂毛坯的加工;随着轮毂种类的增加,对设备的需求也在随之增加,从而造成对生产 成本的严重浪费;随着生产线自动化程度的不断升级,原机加工单元内双刀塔 CNC 数控 立车一序中的夹具已经越来越跟不上汽车轮型多样化、柔性加工需求的发展趋势。在机加 工生产中,当需要更换不同型号的汽车轮毂进行加工时,需要停机更换夹具或者更换夹具 配件,做出手动调整才能满足对下一个型号轮毂的可靠装夹,夹具的柔性化程度较低,在 企业争分夺秒的加工状态中,消耗了时间,使企业的生产效率受到了限制。 在夹具关键参数方面,夹紧力和夹紧行程不管是在对柔性夹具进行设计时,还是在实 际的加工生产中,都是我们需要考虑的一个重要因素。目前,有许多科研工作者对夹具在 不同工况下的夹紧力进行了计算,何琳[58]通过夹紧力估算软件对夹紧力进行了计算,在 不同的工况条件下,输入相应的工况参数,利用该软件可以计算得出夹具的夹紧力大小。 刘俊成[12]在对机床夹具进行设计时,结合应用实例,对夹具模型进行简化后根据静力平 衡原理求出了夹具的夹紧力。但是在轮毂加工过程中,夹具需要提供多大范围的夹紧力才 能够实现对轮毂的可靠装夹,还一直处于一个模糊不清的状态,技术工人大多还是根据以 往的加工经验来给定实际工况,缺乏明确的理论计算。
2、夹具误差分析不具备通用性 在轮毂的加工生产中,市场对轮毂的加工精度要求极高,而夹具的定位精度是影响轮 毂加工精度的重要因素之一,最终会反映到轮毂的加工质量上。所以,在夹具的研究设计 工作中,夹具定位误差分析也是一项不可忽视的重要内容。前人的诸多研究工作尽管对夹 具定位误差分析取得了较大的进展,但多是针对于某一特定的夹具结构对定位误差进行计 算,不具有通用性;且误差计算过程复杂繁琐,模型简化程度要求较高,对夹具设计人员 具有较高的专业要求。由此可见,对夹具定位误差的分析还需要更多深入的研究,以期建 立更好的误差分析模型,对轮毂夹具的定位误差进行计算,从而提高轮毂的加工质量。
3、有限元分析技术的使用 有限元分析技术作为夹具设计中对结构的一种检验和优化手段,也越来越受到加工企 业设计人员的重视。针对夹具的设计工作而言,使用有限元计算可以找出夹具结构中所存 在的不足,使夹具关键零部件的强度、刚度和安全性得到保证。另外,有限元分析技术的 使用可以协助设计人员完成结构优化工作,使夹具结构更为合理、轻量化,进而减小对机 床的损伤程度,增加设备的使用寿命。然而由于轮毂夹具作为一个复杂的加工辅助装备, 其自身存在着零件多、构成复杂、零件材料多样、部件之间接触多等特点。设计研发人员 在用有限元软件对夹具进行辅助设计时,对其进行建立有限元模型、边界条件设置等步骤 不仅复杂繁琐导致错误频发,而且浪费了设计人员大量的设计时间和精力。所以,有限元 分析技术在企业中的使用在一定程度上受到了限制,经验设计的方法仍占有很大的主导地 位,使有限元软件的分析技术在机床夹具设计中的优势未能得到充分发挥。
1.3 本文的主要研究内容
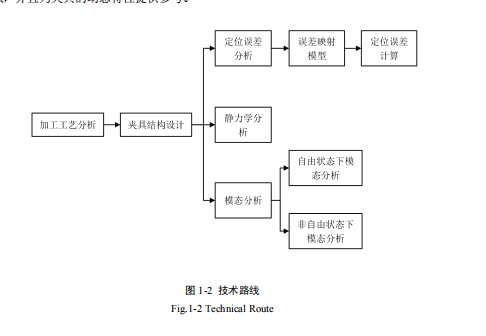
针对以上出现的问题,本文研究的主要目标是设计一种可以实现对不同规格尺寸轮毂 进行装夹的柔性车削夹具。同时,提出一种误差映射模型,对夹具的定位误差进行计算, 保证夹具的定位精度。另外,使用有限元软件 ANSYS Workbench 分别对汽车轮毂夹具进 行静力学分析和动力学分析。根据本文的技术路线(图 1-2),本文的主要研究内容是:
(1)对夹具结构进行总体设计。明确夹具的工作目的和工作原理,根据汽车轮毂在 加工生产线一序加工中的工艺要求,确定夹具的定位方案和夹紧方案,对轮毂夹具的总体 结构进行设计,实现可以对不同规格尺寸的汽车轮毂进行装夹。
(2)提出一种通用误差映射模型,针对所设计的轮毂夹具进行定位误差分析,对给 定加工精度要求的汽车轮毂,运用 matlab 软件对轮毂夹具定位元件存在的安装调整误差 和生产制造误差进行了计算。
(3)设计轮毂柔性加工夹具的关键参数。分析了夹具的夹紧行程和夹紧力范围,一 方面可以明确所设计夹具的轮毂实际装夹尺寸;另一方面,可以保证夹具在轮毂一序加工 过程中实现对汽车轮毂安全可靠的有效装夹。
(4)通过 ANSYS 软件分别从静力学和模态两个方面对轮毂夹具进行分析。通过静 力学分析能够验证夹具结构是否安全,找出夹具在结构上的薄弱位置,和应力集中点;而 通过模态分析能够获得其固有频率和对应振型情况,不仅可以避免夹具与外界激励发生共 振,并且为夹具的动态特性提供参考。
第二章轮毂加工工艺分析与夹具设计
2.1轮毂加工要求
2.2加工工艺分析
2.3夹具方案设计
2.3.1基本设计要求
2.3.2柔性夹具设计要求
2.4夹具结构设计
2.5本章小结
第三章夹具定位误差分析
3.1误差映射模型
3.1.1建立误差映射模型
3.1.2计算
3.2建立坐标系
3.2.1工件坐标系
3.2.2夹具定位元件坐标系
3.3定位误差
3.4本章小结
第四章轮毂柔性加工夹具关键参数设计
4.1夹具行程计算与分析
4.2夹紧力分析
4.2.1最小夹紧力计
4.2.2最大夹紧力计算
4.3本章小结
第五章轮毂柔性加工夹具有限元仿真分析
5.1结构分析概述,
5.1.1有限元法
5.1.2动力学分析
5.1.3静力学分
5.2建立有限元模型
5.2.1单元类型
5.2.2定义材料属性
5.2.3有限元模型的建立
5.3轮毂柔性加工夹具静力学分析
5.3.1静力学分析的评价指标
5.3.2给定边界条
5.3.3静力学分析结果
5.4轮毂柔性加工夹具模志分
5.4.1 模态分析简介
5.4.2模态分析基本理论
5.4.3前处理
第六章 总结与展望
6.1 总结
本论文以构建汽车轮毂柔性自动化生产线,一序机加工的实际需求为出发点,基于汽 车轮毂的加工工艺,设计研发了一种结构简单、可以实现对多种规格尺寸的汽车轮毂毛坯 进行装夹的柔性夹具。论文的主要工作内容包括:在分析轮毂毛坯加工要求的基础上对汽 车轮毂柔性加工夹具进行了整体结构设计;利用 UG 三维建模软件将夹具进行虚拟建模及 装配;提出了一种误差映射模型,分析了夹具的定位误差,并通过 matlab 软件以 19 英寸 的轮毂为例对夹具的定位误差进行了计算;对夹具的关键参数进行了设计,确定了夹具的 夹紧行程及夹紧力的范围;利用 ANSYS Workbench 软件对夹具整体结构进行了静力学以 及动力学分析。通过本文的研究,所取得的主要研究成果如下:
1、对汽车轮毂毛坯的加工要求和加工工艺进行了分析,对柔性夹具设计进行了理论 研究与方案论证,明确了本文所设计的轮毂柔性加工夹具所要满足的设计要求。从夹具对 轮毂毛坯的定位和夹紧两个工作角度出发,确定了夹具设计方案,通过三维软件对夹具结 构进行了设计,创建出夹具的三维模型;
2、在忽略其他因素(如切削加工产生的温度、变形、刀具几何参数和机床精度等) 对轮毂加工精度影响的条件下,构建了一种夹具定位误差映射模型,通过该模型,推导出 了汽车轮毂柔性加工夹具定位元件公差和轮毂位姿误差ΔX 之间的函数关系。在给定轮毂 加工精度的条件下,通过 matlab 软件计算得到了夹具各定位元件的公差范围;
3、以 18~20 英寸尺寸范围的轮毂为夹具设计的行程目标,对所设计的柔性加工夹具 的夹紧行程进行校验,确定了夹具的装夹行程;为便于分析,在其他因素忽略不计(如: 刀具切削时对轮毂毛坯产生的振动和冲击等),只考虑刀具在切削加工过程中产生的切削 力矩对夹具夹紧产生影响的条件下,通过模型简化进行理论计算和借助 ANSYS 有限元分 析的方法,明确了在夹紧过程中夹具总的有效夹紧力大小范围为 7307.3~30000 N;
4、运用 ANSYS 软件对所设计的汽车轮毂柔性加工夹具进行了有限元分析。通过分 析可知,夹具在外载荷的作用下,夹具的最大应力位置位于夹具的 U 型垫块与定位爪接 触的位置,大小为 376.85 MPa,小于材料的屈服极限值,满足结构设计的强度要求,夹 具结构安全可靠。通过对夹具结构进行模态分析,得出最小的一阶频率的数值大小为 99.63 Hz,其值要大于在实际加工过程中外界给夹具的激励 25 Hz,由此可以说明夹具结构是安 全可靠的,在机加工过程中不会发生共振现象。
6.2 展望
汽车轮毂柔性夹具是构建汽车轮毂柔性自动化生产线的重要组成部分,是一个系统而 复杂的课题。夹具在机加工单元中所承担的作用不言而喻,它关系着工件的加工质量和生 产效率。由于国内外尚无针对实现汽车轮毂自动装夹的柔性夹具结构与资料可以借鉴,本 文中所设计的柔性夹具难免会存在不足,它仍有一些问题需要进一步去解决和完善,主要 包括如下几个方面:
1、 本文设计的汽车轮毂柔性夹具在结构设计上尚且存在优化的空间,由于个人精力有限,这部分工作有待后续进行研究;
2、由于硬件设施的限制,并未对所设计的夹具结构搭建试验平台,研制出夹具样机 在机床上进行实际加工试验,去验证夹具结构的性能。希望以后可以将这一部分工作进行 补充,通过试验的手段来验证夹具性能;
3、本文中对夹具定位误差的分析是在一种在理想化的情况下进行的。所提出的夹具 误差映射模型忽略了切削温度、毛坯在加工过程中的变形、刀具和机床加工精度等因素。 而在实际的加工过程中这些因素是必然存在的,所以对于多因素共同作用下的夹具定位误 差与轮毂加工精度之间的关系还有待更加深入的研究。
4、在对夹具夹紧力范围进行研究的过程中,对刀具主切削力的计算采用的是使用传 统估算公式进行计算的方法,计算数值与实际切削力的大小多少会存在少许的误差。
参考文献
[1] 王海军,陈红霞,董书文,等。 有限元分析在加工轮毂液压夹具柔性化设计中的 应用[J]. 组合机床与自动化加工技术,2011(06):33-36+40.
[2] 李宏禹。 汽车轮毂造型与结构设计一体化方法研究[D]. 秦皇岛: 燕山大学,2010.
[3] Yang Xiao Dong, Men Yu Zhuo, Yu Lei, et al. The Design of Automobile Wh- eel Hub Runout Online Detection System[J]. Applied Mechanics and Materials, 2015, 38 44(741):298-301.
[4] 杨金岭。 新型汽车轮毂快速钻床夹具设计和应用[J]. 金属加工(冷加工), 2015(20):24-25.
[5] 杨金岭,杨荔,王建升,等。 一种改进的汽车轮毂车床夹具 201710443133.X[P]. 2017-06-13.
[6] 胡火明。 一种轮毂夹具 201720017875.1[P]. 2017-07-28.
[7] 欧鹏飞,冯乾隆。 中国汽车市场预测及细分领域市场案例分析[J]. 汽车实用技术, 2019(23):239-244.
[8] 麻柏慧。 基于 ANSYS Workbench 的轿车轮毂车削夹具仿真分析及二次开发研究 [D]. 秦皇岛: 燕山大学,2010.
[9] 张志明,邢春和,徐大方。 成组夹具设计与应用[M]. 北京: 国防工业出版社,1991.
[10] 王玲,殷国富,徐雷。 机床夹具可重构模块化设计方法研究[J]. 四川大学学报(工 程科学版),2010,42(03):246-252.
[11] 秦国华,张卫红,周孝伦。 夹紧方案的数学建模及夹紧力的优化设计[J]. 机械科 学与技术,2005(04):438-442+446.
[12] 刘俊成。 机床夹具在设计过程中夹紧力的计算[J]. 工具技术,2007,41(06):89-90.
[13] 李国栋,王海全,李春,等。 弱刚度工件夹紧顺序与夹具布局的同步优化[J]. 工 程与试验,2009,49(02):49-53.
[14] 谢友宝,吴竹溪。 夹具夹紧方案优化设计[J]. 现代制造工程,2005(06):67-69+89.
[15] 崔同军。 计算机辅助夹具设计系统的开发[J]. 山东工业技术,2015(02):189.
[16] 刘冬梅,陈冰冰。 基于 Pro/E 的组合夹具设计及结构分析[J]. 制造业自动化, 2011,33(18):129-131.
[17] 郑兰蕊,朱爱丽,马春来。 用于轮毂加工的立式加工中心夹具设计[J]. 机械, 2011,38(09):63-64+80.
[18] Li B, Melkote N. Fixture clamping force optin isation and its in pact on workpiece location accuracy[J]. Advanced Manufacturing Technology, 2001, 17:104-113.
[19] Rajan V N, Sivasubramanian K, Fernandez J E. Accessibility and Ergonomic Analysis of Assembly Product and Jig Designs[J]. International Journal of Industrial Ergonomics, 1999, 23(5):473-487.
[20] Hunter Alarcón R, Ríos Chueco J, Pérez García J M, et al. Fixture knowledge model development and implementation based on a functional design approach[J]. Robotics and Computer Integrated Manufacturing, 2009, 26(1):56-66.
大学,2010. [22] 韩变枝,王栋。 叉架零件加工夹具定位误差 CAE 分析[J]. 组合机床与自动化加 工技术,2018(04):50-53.
[23] 吴玉光,李春光。 夹具定位误差分析的机构学建模方法[J]. 中国机械工程,2011, 22(13):1513-1518.
[24] Cai W, Hu S J, Yuan J X. A Variational Method of Robust Fixture Configuration Design for 3-D Workpieces[J]. Journal of Manufacturing Science and Engineering, 1997, 119(4A):593-602.
[25] 朱丽敏。 多阶段加工误差流与成本预测数学建模及定位算法研究[D]. 天津: 天 津大学,2015.
[26] 王凯。 工件-夹具系统综合误差建模及夹具优化设计方法研究[D]. 天津: 天津大 学,2014.
[27] Armandei M, Darwish I F, Ghavami K. Experimental study on variation of mechanical properties of a cantilever beam of bamboo[J]. Construction & Building Materials, 2015:784-790.
[28] Chen F, Jiang Z, Wang G, et al. The bending properties of bamboo bundle laminated veneer lumber (BLVL) double beams[J]. Construction and Building Materials, 2016, 119: 145-151.
[29] Marin R, Ferreira P. Analysis of the influence of fixture locator errors on the compliance of work Part features to geometric tolerance specifieations[J]. Journal of Manufacturing Science and Engineering, 2003, 125(3):609-616.
[30] Raghu A, Melkote S N. Modeling of workpiece error due to fixture geometric error and fixture-workpiece compliance[J]. Journal of Manufacturing Science and Engineering, 2005, 127:75-83.
[31] Estrems M, H.T. Sànchez, Faura F. Influence of Fixtures on Dimensional Accuracy in Machining Processes[J]. International Journal of Advanced Manufacturing Technology, 2003, 21(5):384-390.
[32] Y. Rong, Y. Bai. Machining Accuracy Analysis for Computer-aided Fixture Design Verification[J]. theologie und philosophie, 1996, 21(10-11):842-849.
[33] Salisbury E J, Peters F E. The impact of surface errors on fixtured workpiece location and orientation[J]. Trans NAMRI/SME, 1998, 26:323-328.
[34] Choudhuri S A, De Meter E C. Tolerance Analysis of Machining Fixture Locators[J]. Journal of Manufacturing Science & Engineering, 1999, 121(2):273.
[35] Joneja A, Chang T C. Setup and fixture planning in automated process planning systems[J]. Iie Transactions, 1999, 31(7):653-665.
[36] Marin R. A, Ferreira P. M. Analysis of influence of fixture locator errors on the compliance of the work part features to geometric tolerance specification[J]. Journal of Manufacturing Science and Engineering, 2003, 125(3):609-616.
[37] Weifang Chen, Lijun Ni, Jianbin Xue. Deformation control through fixture layout design and clamping force optimization[J]. International Journal of Advanced Manufacturing Technology, 2008, 38:860-867.
[38] Ratchev S, Liu S, Huang W, et al. Milling error prediction and compensation in machining of low-rigidity parts[J]. International Journal of Machine Tools & Manufacture, 2004, 44(15):1629-1641.
[39] Huang Y, Hoshi T. Optimization on fixture design for Plate shaped workpiece in terms of flatness error due to cutting heat in finish face milling[J]. Journal of Japan Society for Precision Engineering, 1999, 65(2):229-233.
[40] Li. B, Melkote. S. N. Optimal Fixture Design Accounting for the Effect of Workpiece Dynamics[J]. International Journal of Advanced Manufacturing Technology, 2001, 18:701-707. [41] Choudhuri S A, De Meter E C. Tolerance Analysis of Machining Fixture Locators[J]. Journal of Manufacturing Science & Engineering, 1999, 121(2):273-281.
[42] Liao Y G, Hu S J. An Integrated Model of a Fixture-Workpiece System for Surface Quality Prediction[J]. International Journal of Advanced Manufacturing Technology, 2001, 17(11):810-818.
[43] Kang Y, Rong Y, Yang J C. Computer-Aided Fixture Design Verification. Part 2. Tolerance Analysis[J]. International Journal of Advanced Manufacturing Technology, 2003, 21(10-11):836-841.
[44] Y. Rong, Y. Bai. Machining Accuracy Analysis for Computer-aided Fixture Design Verification[J]. theologie und philosophie, 1996, 21(10-11):842-849.
[45] Kang Y Z. Computer Aided Fixture Design Verification[D]. Worcester: Worcester Polytechnic Institute, 2001.
[46] 王士豪。 柔性生产线工作台定位精度与多工序误差传递分析[D]. 成都: 电子科 技大学,2017.
[47] 牛国梁。 浅析有限元分析在轮毂液压夹具柔性化设计中的应用[J]. 科技向导, 2013(23):274-327.
[48] 宋玉宇。 基于 ANSYS 的轮毂车削夹具拓扑优化设计[J]. 机械设计与研究,2017, 33(01):110-113.
[49] 孙小文,刘斌。 模具电极用夹具的模态分析及结构优化设计[J]. 模具工业,2013, 39 (8):10-19.
[50] 邹文俊,杨建国,刘国良。 基于模态分析的高精密夹具优化设计[J]. 机床与液压, 2012,40(21):12-16.
[51] 潘耀庭。 2MW 风电机轮毂加工数控机床夹具及分度转台的设计与研究[D]. 兰州: 兰州理工大学,2009.
[52] 王海军,陈红霞,董书文,等。 有限元分析在加工轮毂液压夹具柔性化设计中的 应用[J]. 组合机床与自动化加工技术,2011(06):33-36+40.
[53] 谭晓芳。 薄壁舱体零件加工变形分析与精车夹具设计[D]. 湘潭: 湘潭大学, 2015.
[54] 刘凯, 区汝俊, 曾建, 等。 基于 ABAQUS 的夹具振动特性分析[J]. 电子产品可靠 性与环境试验,2019,37(01):37-41.
[55] 贺甲甲。 基于 SolidWorks 的钢筋对焊夹具设计与仿真[D]. 芜湖: 安徽工程大学, 2016.
[56] 刘建坤。 重卡驾驶舱多车型柔性夹具设计与研究[D]. 长春: 长春理工大学, 2018.
[57] 李念冲。 重型汽车驱动桥壳焊装夹具设计研究[D]. 青岛: 青岛理工大学,2016.
[58] 何琳。 机床夹具设计过程中夹紧力的计算[J]. 摩托车技术,2014(09):47-50.
[59] 李玉东。 轿车铝轮毂数控立车专用夹具的设计[D]. 秦皇岛: 燕山大学,2015.
[60] 郭威成。 铝合金轮毂的有限元分析[D]. 秦皇岛: 燕山大学,2013.
[61] 苗玉刚,赵峰。 一种新型旋转直线组合式液压缸设计[J]. 机床与液压,2015, 43(14):105-108.
[62] 王承帅。 船用螺旋桨柔性夹具研究[D]. 大连: 大连理工大学,2014.
[63] 俞世杰。 精密宝石加工装备中的专用夹具设计及性能优化研究[D]. 杭州: 浙江 大学,2008.
[64] 成大先。 机械设计手册[M]. 北京: 化学工业出版社,2008.
[65] 濮良贵,陈国定,吴立言。 机械设计[M]. 北京: 高等教育出版社,2013.
[66] 陈沛志。 自动搬运夹具设计和优化[D]. 上海: 上海交通大学,2012.
[67] Zhu Zhi Wu, Lu Ye Sen, Xie Qi Jun, et al. Mechanical properties and dynamic constitutive model of 42CrMo steel[J]. Materials & Design, 2017, 119:171-179.
[68] Qin G H, Zhang W H, Wan M. A machining dimension based approach to locating scheme design[J]. Journal of Manufacturing Science and Engineering, 2008, 130(5): 0510101-0510107.
[69] 刘雯林,熊蔡华。 夹具的定位误差模型[J]. 华中科技大学学报(自然科学版), 2003(07):72-74.
[70] 吴拓。 现代机床夹具设计[M]. 北京: 化学工业出版社,2009. [71] Xiong C, Rong Y, Koganti R P, et al. Geometric va -riation prediction in automotive assembling[J]. Assem bly Automation, 2002, 22(3):260-269.
[72] 刘亚雄,梁庆华,罗磊。 基于蒙特卡洛模拟的夹具定位误差分析与预测[J]. 机械 设计与研究,2019,35(3):104-109+113.
[73] 朱耀祥,浦林祥。 现代夹具设计手册[M]. 北京: 机械工业出版社,2010.
[74] 汪木兰,左健民,朱昊,等。 高速切削温度场的三维有限元建模与动态仿真[J]. 现代制造工程,2010(2):80-84.
[75] 宋玉宇。 基于 ANSYS 的轮毂车削夹具拓扑优化设计[J]. 机械设计与研究,2017, 33(01):110-113.
[76] 郭魂,杨小斌,尹飞鸿。 有限元法基本原理及应用[M]. 北京: 高等教育出版社, 2010.
[77] 陈艳霞。 ANSYS Workbench 18.0 有限元分析从入门到精通[M]. 北京: 电子工 业出版社,2018.
[78] 曾攀。 有限元基础教程[M]. 北京: 高等教育出版社,2012. [79] 王新敏,李义强。 ANSYS 结构分析单元与应用[M]. 北京: 人民交通出版社,2011.
[80] 傅志方,华宏星。 模态分析理论与应用[M]. 上海: 上海交通大学出版社,2000.
[81] 刘丽平。 电子设备机箱随机振动仿真分析及优化设计[J]. 中小企业管理与科技, 2018(07):179-181.
[82] 王孚懋,任勇生,韩宝坤。 机械振动与噪声分析基础[M]. 北京: 国防工业出版社, 2006.
[83] 张智森,陆海桃。 某型产品振动试验夹具优化设计[J]. 机械制造与自动化,2015, 44(03):77-79.
[84] 宋桂秋,朱志鹏,李一鸣,等。 全表面车轮径向疲劳试验的数值仿真及疲劳寿命 分析[J]. 汽车工程,2017,39(05):556-560
致 谢
弹指一挥间,三年的读研时光即将过去。在这三年的时间里,从刚刚接触汽车轮毂柔 性加工夹具设计的课题到今天即将毕业,在实验室里发生的一切还都历历在目。三年的求 学时光,让我收获了许多也成长了许多。本文是对以往学习工作的总结,也是未来继续努 力的开始。回首三年的学习时光和成长历程,一路走来离不开诸多良师益友和亲人同门的 帮助。首先感谢我的导师孙见君教授,本论文是在我的导师孙见君教授的悉心指导下完成 的。从论文的选题、研究方案的定制、论文的修改和定稿,无一不倾注着导师大量的心血。
孙见君教授严谨的治学态度和科学的工作方法不管是在学习上还是在生活上都给了我极 大的帮助和影响。经师易遇,人师难遇。孙见君教授认真负责的科研精神,孜孜不倦的工 作作风,宽厚的待人胸怀,一直激励着我不断的向前。孙老师严格要求自己的学生,不仅 锻炼了学生的科研能力,也培养了学生严于律己的好习惯。三年的教导,让学生发自肺腑 的钦佩老师严谨认真的科研态度和学识,这一切将深深的伴随着我今后的学习和成长。
在 此,谨向尊敬的孙老师表示衷心的感谢和崇高的敬意。 其次感谢课题组马晨波教授、涂桥安教授、张玉言老师、於秋萍老师、吕海生老师和 邓亚玲老师,感谢你们在平时的科研学习中给予我的深切关心和指导,为我论文工作的顺 利开展和学术论文的发表提供了极大的帮助,在此深表感谢。感谢合作单位速力达精密科 技有限公司的牛韬总经理、李易啸工程师、冯海龙工程师、张自元工程师、虞婧以及其他 工作人员对我课题工作给予的支持和帮助。让我有机会亲身实地的参与公司的研发调研工 作,培养了我解决问题的动手能力、吃苦耐劳的精神,开拓了眼界,使我对汽车轮毂自动 化生产线有了更加清楚的认识,对后期的课题工作起到了促进作用。
然后感谢实验室的孙电峰、董鹤、王衍、胡琼、嵇正波、严彦、陆建花、陈国旗、张 凌峰、李东志、段衍筠等师兄师姐们,因为有了你们的帮助和在学习上的宝贵建议,使得 我更好更快的适应了研究生生活、融入实验室的大家庭,少走了许多的弯路,你们的鼓励 使我不断的进步。 还要感谢实验室的同窗陈群、刘思源、严峰、倪兴雅,师弟狄玉鹏、葛诚、王帅、姚 利、嵇道扬等在平日里对我的帮助,你们使我收获了友谊,也获得了后援和支持。感谢室 友杨少轻、刘冠华、陈旻鹏、王志、倪兴雅、沈璐祥、陈志灵和范佳楠,相聚即是缘分, 谢谢你们在生活中给予我的关照和理解。
感谢父母的养育之恩,从小至今,不管是在学业上还是生活上,父母始终给我坚定不 移的支持和无私的爱。能够走到今天,是他们给了我莫大的鼓励和支持。 感谢我的母校南京林业大学,是母校提供了我学习的平台,让我在三年里不断的成长, 有机会开拓眼界,提升自己,收获了终身受益的知识和难以割舍的友谊。 最后,谨向在我求学的道路上所有给予过我帮助、关怀和指导的老师、前辈、亲人、 朋友和同学致以最诚挚的谢意!
(如您需要查看本篇毕业设计全文,请您联系客服索取)