24小时论文定制热线
24小时论文定制热线
摘要
焊接类薄壁箱体零件由于箱体面板的厚度较薄,薄壁箱体焊接的加工难度较大,质量掌控较为困难。而对于有气密性要求的箱体类零件,需要满焊且其焊接质量要求更为严格,- -旦薄壁箱体产品外壳的密封性能得不到保障,其内部的各种元件的使用性能就会受到影响。尤其对于采用澈光满焊焊接的薄壁箱体零件而言薄壁箱体零件点焊是满焊的前道工序,其点焊的质量决定了产品的整个焊接质:量。因此设计配套的点焊焊接夹具,降低薄壁箱体产品在焊接过程中的焊接变形,提高产品的可靠性,具有重要的使用价值与应用前最。
本文针对某型薄壁箱体类零件,在查阅了大量文獻的基础上,研究了焊接变形原理与焊接变形控制方法,探究了造成焊接变形的各个因素与相关的变形控制方法。根据现有的薄壁箱体零件的结构特点,为了减少焊接变形,将其箱体面板内部的加强筋的分布进行了改良布置,对其在工况条件下的静力学性能进行方案比较。研究表明:左右面板的加强筋呈"+十"形分布的方式是所有方案中效果最好,它不仅改善了箱体的使用性能,同时降低了箱体的重量,节省了其加工成本。
对薄璧箱体的点焊焊接工艺进行了分析,确定了箱体在夹具中的摆放方式和焊接方法。根据加工要求,确定了各条焊缝的焊点的分布,由中间向两侧焊接以及先焊接立焊缝后焊接平焊缝的焊接顺序,从焊接工艺方面控制并降低焊接过程中薄壁箱体发生的变形。
针对薄壁箱体的加工要求和焊接夹具的设计要求,对薄板箱体的点焊工序的焊接夹具进行了结构设计。以箱体的内侧面进行定位的定位元件作为第一定位基准,以夹具体底板为第二定位基准,以夹具体上安装的定位挡块为第三定位基准。根据定位误差的产生原理,对所设计的点焊夹具的各个定位元件定位误差进行了计算。结果表明:该点焊夹具的定位误差均满足0.5mm以内的加工要求,能够保证焊接加工的精度。
研究了薄壁箱体在点焊过程中的力学状态,探讨其在受到夹紧力时的变形与应力情况以及在点焊过程中产生的热变形。研究结果表明:在受到300N的来自水平快速夹紧器的夹紧力和500N的螺旋式压紧器的夹紧力作用下,箱体各面板的变形在0.004m至0.005mm之间,所受最大应力在8MPa.薄壁箱体受到夹紧力的影响较小,点焊夹具在夹紧过程中的具有- .定的稳定性。薄壁箱体在点焊过程中前面板产生的最大变形为0.22mm,后面板最大变形为0.14mm,上面板与下面板最大变形分别为0.18mm和0.29mm,左面板和右面板的最大变形分别为0.33mm和0.23mm.通过与未使用焊接夹具进行加工而产生的焊接变形进行对比,确定了所设计的点焊夹具对于控制焊接变形的可靠性。
本文对薄壁箱体加强筋进行了改进,从焊接工艺入手降低了焊接变形,设计的焊接夹具满足焊接加工的加工要求,提高了产品的加工精度与加工效率,具有一定的参考价焊和实际应用意义。
关键词:薄璧箱体类零件,焊接夹具设计,焊接工艺分析,有限元分析
ABSTRACT
Because the thickness of the box panel is thinner, the welding of thin-wall boxparts is dificult, and its quality control is also dificult. For the box parts withairtight requirements, it needs to be fully welded and its welding quality is morestringent. Once the scaling performance of the shell of the thin-wall box is notguaranteed, the performance of the various components in the shell will be affected.Especially for the thin-wall box parts with laser full welding, the spot welding ofthin-wall box parls is the front process of full welding. The quality of the spotwelding determines the quality of the whole welding. Therefore, it is of great valueand application prospect to design a matching welding fixture to reduce the weldingdeformation of the thin-wall box products in the welding process and improve thereliability of the products.
This paper is aimed at a certain type of thin-wall box, the principle of weldingdefommation and the control method of welding deformation are studied on the basisof a large number of documents. According to the structural characteristics of theexisting thin-walled box parts, in order to reduce the welding deformation, thedistribution of rib reinforcements in the box panel is improved and the staticsperformance is compared under the working condition. The"++.""form of left andright panel rib reinforcements distribution is the best in al plans. It not onlyimproves the performance of the box, but also reduces the weight of the box. andsaves the processing cost.
The spot welding procedure of thin-wall box is analyzed, the placement of thethin-wall box凸Tixfute and -wetding Tnedosdt anePerenimed. -Arording 1σ he- -- 0processing requirements, the welding spot's distribution of each soldering seam andthe welding sequence of each weld were determined. Control and reduce thedeformation of thin-wall box from the welding procedure.
Aiming at the processing requirements of the thin-wall box and the designrequirements of the welding fixture, the structural design of the welding fixture forthe spot welding process of the thin plate box body is carried out. Taking thepositioning element for locating the inner surface of the box as the first positioningdatum, the fixture body floor is second positioning datum, and the positioning blockwith the specific installation is third positioning datum. According to the principle ofpositioning error, the positioning error of each locating element of the spot welding fixture is calculated. The results show that the positioning errors of the spot welding fixture meet the processing requirements within 0.5mm, and can ensure the accuracyof welding process.
The static state of the thin-wall box clamped on the fixture is studied, and the deformation and stress of the thin-wall box are discussed. The results show that the deformation of the box panel is between 0.004mm and 0.005mm under the horizontal fast clamper's clamping force of the 300N and the spiral compression device's clamping force from the of 500N, and the maximum stress is 8MPa. The thin-wall box is less afected by clamping force, and the spot welding fixture has certain stability and reliability in the clamping process. The maximum deformation of the front panel in the process of spot welding is 0.22mm, the maximum deformation of the rear panel is 0.14mm, the maximum deformation of the upper and lower panels is 0.18mm and 0.29mm. The maximum deformation of the left and right panels is 0.33mm and 0.23mm. By comparing the welding deformation with the unused welding fixture, the reliability of the designed spot welding fixture is determined to control the welding deformation.
In this paper, the rib reinforcements of the thin-wall box is improved. The welding deformation is reduced from the welding procedure. The designed welding fixture meets the requirements of the welding processing- It improves the processing precision and efficiency of the product. It has a certain reference value welding and practical application significance.
Keywords: thin-walled box parts welding fixture design welding procedure analysis finite element analysis
目录
1绪论
1.1研究背景与研究意义
箱体类零件一直都是机械产品当中的基本装配、承载部件,在科技发展如此迅速,制造技术不断提高的现代,机械产品也在向着轻量化、精密化的方向发展。箱体类零件作为将其内部的各个零件组成一体的基础零件,它的加工精度会直接影响到整个产品的性能、精度和寿命。薄壁箱体作为箱体类零件中结构较为特殊的一种,其材质通常为不锈钢,-般使用单侧焊接的方式进行加工。
由于其箱体面板的厚度较薄,薄壁箱体的加工难度较大,质量掌控较为困难。-5.
有些薄壁箱体产品为了能够在恶劣的环境下进行正常的工作,其内部往往充入绝缘气体并保证该产品箱体外壳的气密性。这对薄壁箱体产品的焊接工作提出更为严格的要求,一旦薄壁 箱体产品外壳的密封性不能得到保障,其内部的各种元件的使用性能就会受到影响(68.由于普通的焊接设备与焊接技术往往不能保证这类薄壁箱体外壳焊缝的密封性,因此只能使用氩弧焊或激光焊接的方法对薄壁箱体外壳进行焊接,这样才能保证薄壁箱体产品在其使用年限内的密封性旧。而在使用氩弧焊与激光焊接的方法对薄壁箱体外壳进行焊接加工的过程中,焊接夹具会对整个加工过程起到直接影响薄壁箱体产品质量的作用。
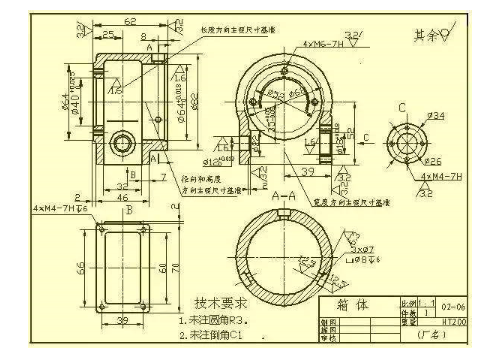
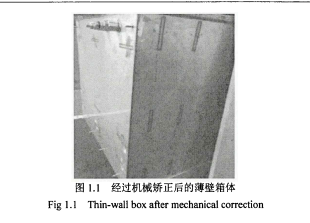
本课题来源于山东--家薄壁箱体类产品生产企业,该企业使用传统的加工方式,在不使用焊接夹具的情况下,由人工对该产品的薄壁箱体上所有焊縫进行手工氨弧焊接,焊接变形十分明显,经常需要在焊后进行机械矫正,如图1.1所示,此类加工方式劳动效率不高,并且对产品的气密性造成很大的影响,严重限制了产品的使用寿命。因此,为了提高产品的生产效率,降低产品的废品率,提高产品的使用寿命,该公司决定引进--台激光焊接设备,通过使用激光焊接提高产品的加工精度。为此,需要改良其生产工艺,将薄壁箱体的点焊作为箱体焊接的前道工序,并研发--套某型薄璧箱体的点焊焊接夹具,实现产品点焊的安装、定位、夹紧、加工,并保证在加工过程中的加工精度,提高产晶的质量与使用寿命。
1.2焊接夹具相关的国 内外研究现状
1.2.1焊接夹具的研究现状
Monkova K(I0等人针对奧迪的后头枕支架的焊接加工,设计了-套保证各个部件准确位置的焊接夹具,他们创建了产品的三维模型,并针对该模型设计了焊接夹具,最后通过Autodesk软件设计了该模型在自动化生产焊接过程中的焊接工作台。该套焊接夹具已投入实际应用,明显提高了焊接效率,降低了自动化生产的成本。
ZhangJLII等人设计了一套可以对汽车车身的主动误差进行补偿的焊接夹具系统,解决了目前许多汽车制造厂"所用的专用夹具对于多个误差源的累积所造成的尺寸问题,该夹具在结构上采用了销钉式模块化设计,可以适应不同工件的相似特性。并且分析了在线检测系统与基于涡流传感器和自适应调整装置的自适应控制系统,选择了三种左后轮盖SGM60用于测试所开发的系统,试验证明了该套系统对于机构重置,在线检测与焊接夹具的误差补偿的有效,对焊接夹具的设计提供了重要参考。
Ahmad 1121等人设计了一种高度可重构的汽车车体焊接夹具,该夹具由一一个锁臂结构机器人、焊接夹具框架和双刀开关组成,具有很强的可重构性与灵活性,明显提升了车体焊接的效率,节约了生产成本,提高了产品的效益。对于焊接夹具的设计提供了参考。
RamnathBV123等人设计了一种在立式铣床上进行摩擦搅拌焊的焊接夹具,该夹具能够在进行摩擦搅拌焊接加工过程中将对接焊接的工件紧固,使其位置不会发生偏移。通过使用ANSYS软件对夹具进行了有限元分析,确定了该套夹具能够保证摩擦搅拌焊接的顺利进行。
SutharJ DI14等人针对滚筒式混合机排风系统的除尘叶轮,设计了一种焊接夹具,该夹具将叶轮结构本身作为夹具的一部分, 通过三维建模软件和ANSYS软件将设计的夹具进行了分析,结果表明该焊接夹具能够有效降低焊接变形,为焊接夹具的设计提供了参考。
姜杰凤[5)等人通过研究密集架底板三件的结构特点与焊接工艺要求,设计了一套焊接装夹方案与相应的定位元件,通过气动元件进行零件的夹紧并使用单片机进行控制,整套焊接夹具实现了对焊接夹具的自动化控制,对焊接夹具的设计提供了重要参考。
李云涛呵等人设计了一种汽车门框专用的焊接夹具,有效解决了其焊后易变形的问题,其敞开式的结构在便于操作的同时大幅降低了汽车门框在焊接后出现的变形。通过使用有限元分析软件找到了汽车门框焊接变形的易发生处,对于焊接夹具的设计提供了重要的参考价值。
张育嘉17设计了- -套可以满足不同品种、不同车型的城市轨遒车辆铝车体底架的焊接夹具,针对该夹具进行了结构方面与使用方法方面的介绍。经过实际应用,该夹具便于操作,调整精度较高,能够大大缩短工艺装备的调整周期,提高了经济效益。
张发全8等人分析了动车构架组焊工序中的专用夹具,针对其适用性差的问题,通过NX软件设计了一种柔性焊接夹具,该夹具采用模块化方法进行设计,适用于多种型号的铁路客车构架组焊的定位与夹紧要求,并提高了焊接过程中的定位准确性与夹具可靠性。
何道聪19设计了一种能够快速切换两种不同车型的微车门盖焊接夹具,并通过针对其所设计的夹具的工作原理进行了分析与讨论,为焊接夹具的设计提供了参考。
严贵煌121等人以汽车座椅骨架为研究对象,阐述了其焊接夹具的设计要素、制造流程、生产调试要素,总结」夹具设计与制造调试技术的各个要点,为焊接夹具的设计提供了重要的参考价值。
高延杰2设计了-种薄壁板焊接用简易夹具,有效改善了焊接镁铝合金薄壁板过程中发生的气体保护效果不好、焊接变形、定位不准的缺陷。其设计的夹具能够进行精准、可靠的定位并进行夹紧,明显提高了焊接质量。为焊接夹具设计提供了参考。
高学亮(2等人为了解决汽车防撞梁焊接过程中的连杆振动问题,设计了一种具有自锁功能的四杆传动机构的焊接夹具,保证了焊接过程中防撞梁精准的定位,提高了焊接零件的焊接刚度,降低了焊接变形。
聂巧丽12)对于重型汽车的车桥弓形固定卡的焊接夹具进行了优化设计,减小了弓形固定卡在焊接过程中发生的变形,提高了弓形固定卡的焊接质量,降低了夹具制造的成本。
赵汝振124等人针对薄板类零件的不易装夹、受力受热易变形、热成形差的问题,设计了一套与智能焊接机器人相配合的专用焊接夹具,保证了薄板焊接的焊接质量,提高了生产效率,为薄板类零件的焊接夹具设计提供了参考。
1.2.2定位误差计算的研究现状
Zhou H W1a5I使用差分法对后桥支架焊接夹具上各个连杆机构的公差对于整个夹具的影响进行了计算,根据计算结果,得出了该焊接夹具上各连杆机构的合理公差,并对焊接夹具的精度进行了估算。对于焊接夹具的误差分析提供了重要参考。
WuYG|28等人研究了平面定位过程中定位误差的分析方法,他们使用等效平面连杆机构的结构参数表示工件夹具系统中所有的序列信息和相互的关系,.
建立了接触副和机构部件之间的映射规则,建立了定位误差的计算模型。通过使用机构误差概率分析来计算平面定位过程中的定位误差,对于夹具定位误差的计算提供了重要的参考价值。
Khodatgan S27针对工件在夹具中的位移和旋转导致的定位误差,提出了一种新的关于夹具和工件系统的数学模型,该模型建立了工件定位误差和它的来源之间的关系,并且建立了导致定位误差产生的相关因素的模型,对于工件在夹具中的位移与旋转产生的误差可以通过调整定位器的长度进行相关补偿。
FallahM28等人提出了--种对夹具定位元件高度方向的定位误差进行补偿与建模的方法,通过数学建模的方式建立了工件平面的实际坐标系和理论坐标系,利用该模型对加工刀具的误差进行计算与补偿,消除了夹具定位误差对于工件的加工表面在高度方向上的影响。
Arshad MI29等人使用遗传算法对于夹具的定位件进行了优化,计算了工件在定位件上的位移,使用拉格朗日公式计算刚体的位移与定位件的变形,优化了工件的定位误差。
王甫明针对回水盖零件,分析了该零件的加工工艺,并为其中的- -道工序设计了车床夹具,分析并计算了夹具的定位误差,其研究结果保证了车削加工的精度,提高了加工效率。为定位误差的计算提供了系统的计算方法与技巧。
乔志花叫1分析了几种定位误差的常见计算方法,针对其中合成法的基准不重合误差的计算进行了研究,得出了能够大大简化使用合成法计算定位误差的一般性结论,提高了计算效率降低了出错率,为定位误差的计算提供了参考。
满娜2从机床夹具设计过程中定位误差出现的原因入手,详细的介绍了夹具的定位误差的计算方法和实际应用情况。
毛丹丹叫以"下推力杆支架为研究对象,设计了一套加工专用夹具,并对其定位误差与夹紧力进行了计算,最终通过静态结构强度分析,对夹具进行进一步的改进,降低了夹具的重量。
黄俊华叫研究了工件制造误差,定位元件制造误差和安装误差对工件位置偏移的影响规律,对工件与定位元件的接触副进行了概况,构建了接触点位置变化的有向尺寸路径模型和有向尺寸链模型,确保了工件位置偏移的正确计算。
提出了工件夹具系统运动学分析模型,易于实现定位误差的自动化分析。
汪洋1351研究了一种适用于飞机蒙皮定位的柔性定位偏差分析方法,将模型的分析分为两个阶段,确定零件定位初始状态的基于"3-2-1"定位原理的确定性定位分析模型和分析在多重夹紧状态下零件的偏差形成机理和传递机制的基于"N-2-1"定位原理的过定位分析模型。并对飞机蒙皮模型进行了定位偏差分析。
孙加伟叫针对电火花加工中夹H重复定位精度不高的问题,设计了一套模具电极用通用夹具,并对其定位误差进行了计算,实现电极在CNC加工,电火花成型加工和线切割加工中只需使用同一种夹具进行-次装夹即可,提高了生。
产效率,便于模具的自动化生产。
陈建刚7通过分析定位误差产生的原因,研究了定位误差的计算方法和在某典型零件中的应用,揭示了定位误差是基准不重合误差和基准位移误差共同作用的本质,为减小定位误差提供了科学基础。
孙超8]等人针对工件的定位机理不完善和定位误差计算的繁琐,提出了调刀基准概念,将定位误差明确为具体的点、直线、平面之间的误差,通过基准路径图描述工序基准和调刀基准之间的几何关系,实现了在复杂组合定位下定位误差的程式化计算。
徐亮剛设计了一种双v型块加双削边轴的柔性角度调节夹具,使用极限位置法计算了该套夹具的定位误差和转角误差的变化范围,满足了反射罩45°抛物面的加工精度要求。
1.2.3焊接变形与控制的研究现状
Derakhshan E D140等人提出了一种三维的热-冶金机械有限元法,通过比较三种激光焊接过程的结果,预测薄板结构中的残余应力和变形,并使用实验和仿真的方式互相验证了研究结果,其结果表明较低的热输入可以有效改普焊接变形的发生。
Batista H S141等人借助大量的实验与数据收集,开发了- -种基于包括主焊接参数的数值方程来预测焊接变形的方法。该方法在预测精度上能够满足需求,并且其数据的排布是计算焊接变形时的另一个重要优势。
WangYR1(2等人使用有限元分析软件分析了6mm的SUS304型不锈钢板的焊接变形与残余应力,论述了焊接过程中所用夹具的效果和所施加的压力如何影响相关焊接结构,最后为抑制焊接变形研究了焊接夹具最有效的布置方式。
MikihitoH3等人通过-系列的实验和数值分析提出了-种采用有限元模型预测多道次对接焊变形和残余应力的简化模拟方法,它们提出了一种考虑到壳体厚度方面的关于温度分布的热输入模型,通过该模型可以很好地预测焊接面焊接变形与残余应力,并在实验中验证了该模型的正确性。
Ikushima K144等人针对船体结构的焊接变形问题,使用理想化的显式有限元法并将多重网格法引入到有限元分析中,对船体结构的焊接变形进行了有限元分析与预测,其计算结果表明了该方法对于大型薄板结构进行的有限元分析时有效的。
成威1451等人针对不锈钢薄板在焊接过程中易发生的结构变形,焊接质量下降等问题,对焊接变形的影响因素进行了分析与研究,从输入热源、焊缝尺寸、初始粗糙度等因素研究了对焊接变形的影响,提出了有限元仿真技术对焊接变形的预测和分析的重要性。
区达铨141等人提出了分段移动温控体热源高效算法,将其应用于挖掘机中框架非连续焊的优化中,通过对焊接残余应力和变形的分析,经过与逐点移动椭球热源模型的对比,前者的计算效率明显高于后者,解决了大型复杂结构件有限元计算效率不高的问题。
王顺俊147等人介绍了造纸机设备中吸水箱、成形箱类薄板折弯件在制造过程中的焊接变形与控制工艺,分析焊接变形的产生原因并采取了一些应对措施,使产品质量满足生产要求,为薄板箱体的焊接变形控制提供了经验。
徐雷148等人针对自卸车使用的厚度更薄的高强钢在焊接过程中焊接变形较大的问题,对轻量化自卸车的侧板进行了焊接变形的分析,通过减小热输入,改变焊接顺序等方式,制定了合适的焊接工艺,改善了自卸车侧板的焊接变形,为焊接变形控制提供了参考。
赵利华网9通过利用热弹塑性耦合法和固有应变法分别对机车车辆的侧梁模型进行焊接数值仿真,通过与实验测量结果进行对比,研究了控制烨接变形的最优焊接工艺参数。对于焊接变形的控制提供了重要的参考价值。
刘西霞191分析了钛合金焊接变形井搭建了用于焊接纵向挠曲变形测量的移动式千分表测量系统,对TC4钛合金激光焊接与焊后变形进行了工艺试验,研究其变性特征和线能量对焊后变形的影响。最后提出了一种被液氮冷却后的氩气对激光焊接时热源后部进行冷却的方法,经过试验得出其焊接变形的控制效果好于常规激光焊接,对焊接变形的控制具有参考价值。
宁岳峰51等人分析了复杂截面薄壁梁焊接后的纵向变形原理,通过提出薄弱截面的强度校核的方法限制反变形的最大挠度,针对不同的变形量采用不同的焊接变形控制方法,其实际产品的生产实例证明了该方法的可靠性,提高了产品的综合水平以及便于产品的自动化生产。
王亮521等人分析了储罐的焊接应力的产生、分类和变形,通过制定合理的焊接工艺流程,采用合适的排板等各种方式,将焊接变形进行- .定的控制,避免了应力集中的发生,保证了储罐的整体质量。
宓震宇51等人为了提高船舶建造过程中的薄板结构焊接水平,介绍了薄板焊接变形产生的主要原因,分析了生产过程中薄板变形的控制方案,对其各个阶段的工艺对于焊接变形的控制措施进行了总结,为焊接变形的控制提供了参考。
付夏连1594详细介绍了钢结构工程中的焊接H型钢的制作方法,为了有效控制H型钢在生产过程中的变形问题,分析并总结了H型钢焊接生产过程中对于变形的控制方法,对提高H型钢的加工精度和生产效率做出了贡献焊接夹具作为焊接加工过程中不可缺少的重要组成部分,国内外对于焊接夹具的相关研究从未停止过。国外的研究趋势由专用焊接夹具向着可重构、柔性化、模块化方向发展,希望能提高其加工精度和通用性。他们对于焊接夹具的研究都对焊接夹具的设计具有着重要的意义,但是以上文献大多都是针对某种结构进行单独的焊接夹具设计,并没有针对具有气密性要求的薄壁箱体类零件的焊接进行研究,对于六面薄壁箱体在焊接过程中发生的变形与加工过程中的工艺优化等方面仍然没有较好的解决方案。
1.3本文主要研究内容
本文以某型薄壁箱体作为主要研究对象,针对此研究对象,主要研究了以下内容:
绪论:主要介绍了课题的选题背景及意义,井通过对目前各部分内容的国内外研究现状进行了整理、归纳,提出了本课题的主要研究内容。
薄壁箱体焊接工装夹具理论基础:详细介绍了焊接变形与变形控制理论,阐述了焊接变形的发生原理与各种影响因素,以及如何控制焊接变形的发生,根据实际情况重点介绍了焊接夹具及其设计理论,对于焊接夹具的特点、分类、组成、功能与技术要求进行了介绍,并研究了焊接夹具的设计流程与设计方法。
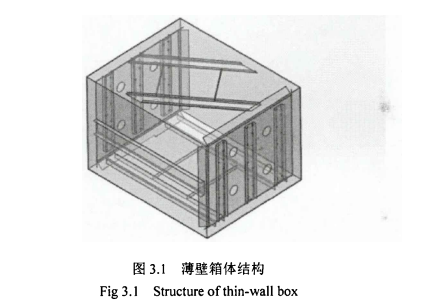
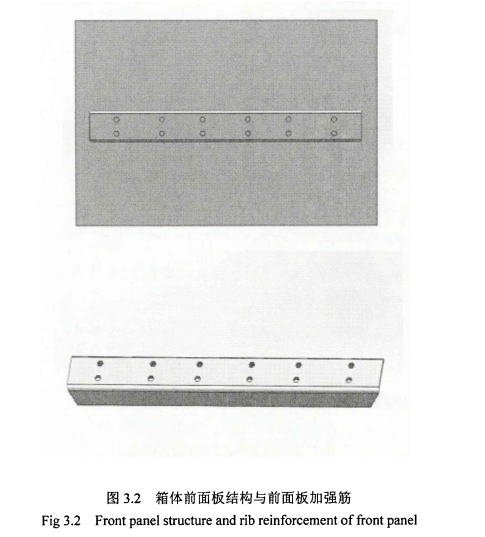
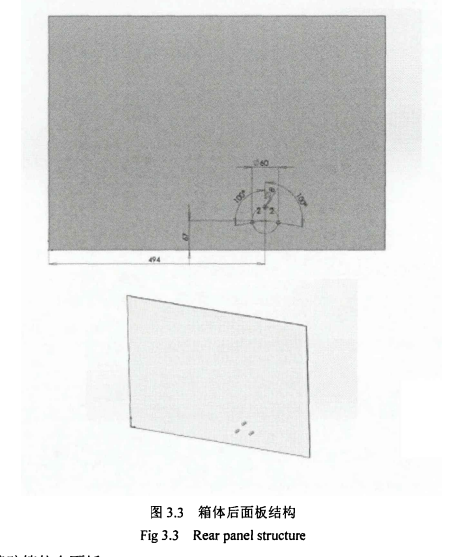
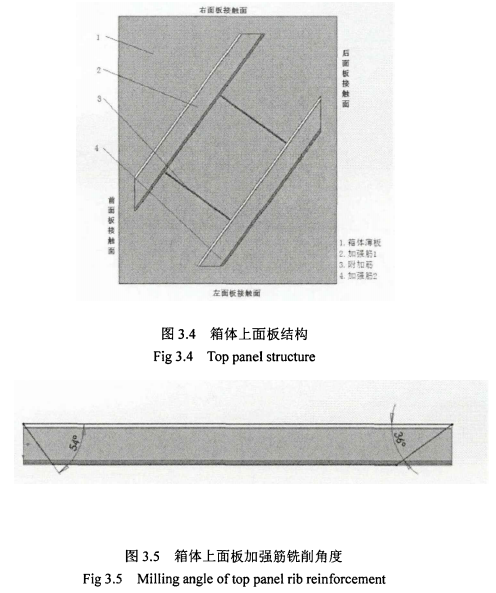
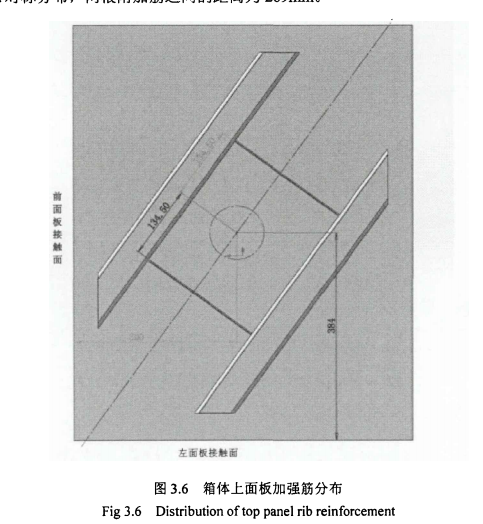
薄壁箱体的分析与加强筋的布置改进:对于某型薄壁箱体产品的箱体结构进行了详细的介绍,着重研究各块面板与连接在其上的各型加强筋,通过使用三维建模软件与有限元分析软件,对于该型薄壁箱体在工况下的变形进行了有限元仿真,并设计了六种箱体内部加强筋的结构与分布方案,分别对其进行了工况条件下的有限元仿真分析,通过比较选择出变形最小的方案,将其作为该型薄壁箱体的内部加强筋分布改良方案。同时介绍了该箱体的加工要求与所设计的焊接加工夹具的设计要求。
薄壁箱体点焊焊接工艺分析:根据薄壁箱体在加工过程中产生变形的原因和相应的变形控制方法,对薄壁箱体的焊接加工工艺进行分析,确定了点焊过程的焊接方法、各焊缝和焊缝上各个焊点的焊接顺序、薄壁箱体在焊接夹具中的摆放方式。为焊接夹具的设计打下基础。
薄壁箱体点焊夹具设计:根据焊接夹具设计理论,结合焊接夹具的焊接方法,使用三维建模软件对薄壁箱体的点焊的夹具进行结构设计,并对点焊夹具的各个零部件进行了详细的介绍。
点焊夹具的定位误差计算:介绍了定位误差的定义与其产生原因,针对所设计的焊接夹具在使用过程中各块面板上各个定位元件进行定位误差的计算,并判断计算结果是否满足薄壁箱体的加工要求。
薄壁箱体点焊过程的变形分析:针对设计的薄壁箱体在点焊夹具上进行点焊的过程进行分析,通过使用有限元分析软件研究其在焊接过程中薄壁箱体在夹紧状态下的变形和受到热量输入而产生的热变形。通过与之前未使用焊接夹具下的变形量进行对比,判断所设计焊接夹具的可靠性。
2薄壁箱体焊接工装央具理论基础
2.1焊接变形控制理论
2.2焊接夹凡设计理论
2.3本章小结
3薄壁箱体的分析与加强筋的布置改进
3.1薄壁箱体结
3.2薄壁箱体的加工要
3.3薄壁箱体焊接夹具设计要
3.4薄壁箱体加强筋的布置
3.5本章小结
4薄壁箱体点焊焊接工艺分析
4.1箱体摆放方式的确定
4.2薄擘箱体焊接方法
4.3薄壁箱体煤接顺序的选
4.4本章小结
5薄壁箱体点焊接夹具
5.1夹共总体结构。
5.2下面板定位元件
5.3前面板定位元件
5.4后面板定位元件
5.5上面板定位元件
5.6箱体夹紧装置与右面板的定
5.7滑轨系统与滑轨上定位件的定位装置
5.夹具体与吊环螺栓
5.9本章小结
6点焊夹具的定位误差计算
6.1.薄璧箱体定位误差与产生原因
6.2薄壁箱体各定位元件定位误差的计算
6.3本章小结
7薄壁箱体点焊过程的变形分
7.1薄壁箱体的静力学分
7.2薄壁箱体的热固榪合分
7.3有限元分析结果的研究与对
7.4本章小结
8总结与展望
8.1工作总结
本文主要研究并设计了薄壁箱体的点焊工序的焊接夹具,以理论分析为基础,通过三维建模、数值分析等方式改良了薄壁箱体各面板加强筋的结构与分布,对箱体加工的焊接工艺与焊接变形进行分析研究。主要研究工作如下:
1.研究了焊接过程中影响焊接变形的影响因素,了解焊接变形理论,分析了焊接夹具的类型、组成以及设计要求,研究了薄壁箱体各块面板结构特点,提出了薄壁箱体点焊夹具的具体加工要求。
2.针对现有的薄壁箱体其各块面板上加强筋结构特点,为减小焊接变形,对于薄壁箱体各块面板上加强筋的分布与结构进行了改良设计,利用有限元方法对进行方案比较。对比结果表明:左右面板加强筋呈"tHt"形的分布方式在所有方案中效果最好,它不仅改善了箱体的使用性能,同时降低了箱体的重量,节省了其加工成本。
3.对于薄壁箱体的焊接加工工艺进行分析,在箱体的摆放方式、焊点的分布与焊接顺序等方面对薄壁箱体进行详细的研究。结果表明:以薄壁箱体的右面板为底将其安装在点焊夹具上,每条焊缝设置9个焊点,两侧焊点距离焊缝边界1Smm,中间的焊点位于焊缝中间,其余6个焊点均匀分布,点焊过程中每条焊缝采用由中间向两侧的焊接顺序,各条焊缝之间采用先完成立焊后完成平焊,各条焊縫对称焊接的焊接顺序,采用以上加工工艺对于箱体的焊接变形影响最小。
4.设计了薄壁箱体点焊工装夹具。根据工件结构特点,确定了夹具总体结构、各面板的定位元件与定位方法、夹紧机构等。该点埠夹具以箱体的内侧面进行定位的定位元件作为第一定位基准,以夹具体底板为第二定位基准,以夹具体上安装的定位挡块为第三定位基准,对五块箱体面板进行定位并夹紧。
5.对点焊夹具的定位误差进行了计算,计算结果表明:定位垫块造成的前后面板和上下面板的定位误差分别为0.2198mm和0.2036mm;定位挡块对上下面板造成的定位误差为0.2948mm;在定位垫块和定位挡块的共同作用下,箱体面板的定位误差为0.4164mm;上箱体面板的内侧面定位元件的定位误差为0.1381mm,下、前、后面板的定位误差为0.1452mm.该夹具的定位误差均能够满足箱体面板的0.5mm以内的焊接要求,证明了该点焊夹具能够满足薄壁箱体的焊接要求。
6.对薄壁箱体在点焊过程中受到夹紧力作用而产生的应力、变形和受热产生的焊接变形进行了静力学仿真分析。分析结果表明:薄壁箱体的应力变形在0.012mm以内,最大应力为8MPa,确定了夹紧力对于薄壁箱体的影响微乎其微;薄壁箱体在点焊过程中前面板产生的最大变形为0.22mm,后面板最大变形为0.14mm,.上面板与下面板最大变形分别为0.18mm和0.29mm,左面板和右面板的最大变形分别为0.33mm和0.23mm.通过与未使用焊接夹具进行加工而产生的焊接变形进行对比,确定了所设计的点焊夹具的可靠性。
8.2工作展望
由于本人知识有限,研究时间紧促,整个研究设计过程中仍存在一些不足,还存在着能够深入研究的问题。
1.由于研究时间的限制,本文只研究并设计了薄壁箱体点焊过程的焊接夹具,对于后续满焊工序中使用的焊接夹具尚未研究,后续工作需要研究满焊过程中的技术需要,设计适用于薄壁箱体满焊工序的焊接夹具。
2.本文只通过有限元分析研究了薄壁箱体在点焊夹具上装夹过程中受到夹紧力时所发生的变形与应力以及点焊过程中的焊接变形,后续需要对薄壁箱体进行-系列的焊接变形试验,研究点焊夹具对薄壁箱体焊接变形控制的可靠性。
参考文献
[1] 罗丽丽,刘宏,李宁,等,基于UG的薄壁箱体逆向设计与加工工艺研究[CW全国地方机械工程学会学术年会暨中国制造2025发展论坛2015.
[2] 张武帅,邢晋军。薄板箱体的焊接变形及其控制[].工程建设与设计,201702):130-131.
[3]姚奇。 张丽,魏永丽,基于TRIZ理论的薄壁类箱体零件加工夹具创新设计J].叉车技术。2015(4):21-24.
[4]李军超。 大、中型薄壁箱体类零件的加工探索[].中国新技术新产品2009(23):131-132.
[5] 马汉勇,屈健平,徐煥云,等。薄壁箱体结构的MIG钎焊技术应用[小焊接技术,2016(3):39-42.
[6] 刘华中,王昱,齐志,等。 GIS柜气箱制造工艺分析[].制造业自动化, 2009,31)116-1181
[7] 王军委,武兴坛,孙鹏程,等。 SF6充气柜生产的必备条件及主要难题[小。工业,201680)0093-00093.
[8]朱方勇。激光焊接在充气柜箱体生产上的应用及发展趋势[D].南方农机, 2016(s1)。
[9]历复新,孙一帆,刘卫涛,等。充气柜生产的主要问题及解决方案[].自动化应用,2017(9):17-18.
[10] Monkova K, Monka P, Andrej A, et al. Design of the Welding Fixture for the Rear HeadrestBracket of Audi[J]. Advanced Materials Research, 2014. 933:615-618.
[1] ZhangJ L. Yang JG, Xie Q J, el al. Active Error Compensating Welding Fixture System forAuto Body[J]. Journal of Donghua University(English Edition), 2009.26():361-367.
[12] Ahmad Z, Lu s. Zoppi M, et al. Reconfigrability and Flexibility in a Robotic Fixture forAutomotive Assembly Welding[M]// Advances in Reconfigurable Mechanisms and RobotsII. Springer Intemational Publishing. 2016.
[13] Ramnath B V, Elanchezhian C, Rajesh S. et al. Design and Development of Millig Fixturefor Friction Stir Welding[]. Materials Today Proceedings, 2018, 5(1):1832-1838.
[14] Suthar J D, Patel K M, Luhana S G, Design and Analysis of Fixture for Welding an Exhaust Impeller [I] Procedia Engineering.2013. 51:514-519.
[15]姜杰凤,袁鸿斌。密集架底盘焊接气动夹具设计[].机械工程与自动化, 2017(4):87-88.
[16]李云涛,李朝龙吕桂财等。0.8mm厚低碳钢板汽车门框焊接夹具设计及点埠数值模拟[I.焊接技术2015(5):49-51. .
[17]张育嘉,铝车体底架快速调整焊接夹具的设计应用[)].科学技术创新,201 7(36):164+165.
[18]张发全,王廷和,贾婷婷。基于NX的柔性焊接夹具方案设计[].机械制造,2016,s4( 10);86 88.
[19]何道聪。- - 种实现快速切换的微车门盖焊接夹具设计[].现代商贸工业。2011,23(16):271-273.
[20]严贵煌,张树国,甘霖等。汽车座椅骨架焊接夹具设计与制造[J].金属加工(热加工),201 (16):35-36.
[21]高延杰。镁铝合金薄板焊接用简易夹具[].电焊机。2010, 40(6):95-96.
[22]高学亮,岳晓峰,张浩。等,汽车防撞梁焊接夹具的结构设计印。机械工程师。2012011):58-60.
[23]聂巧明。重型汽车车桥弓形固定卡焊接夹具优化设计[)].机械制造。 2013, 51(10):86-87.
[24]赵汝振,唐陶、- -种薄板类零件曲面焊接央具设计[J].科技传播2013(19:205-212.
[25]Zhou H w.rror analysis and precision estimation of the locating device ofwelding fixture of rear axle bracke[C]/ Material Science and EnvironmentalEngineering - Proceedings of the 3rd annual 2015 International Conference onMaterial Science and Environmental Engineering, ICMSEE 2015 pp.493-496.
[26] Wu Y G, Song J Q. Link mechanism mode! and is pbilisti analysis of fixture planarpositioning eror[], Computer Integrated Manufaturing Systems. 2010. 16(12):2596-2602.
[27] Khodaygan S. A Method for Locator Errors Compensation in the Fixture - WorkpieceSystem[小。 Annales De Zootechnie 2013. 6(3);494-501.
[28]Fallah M, Arezoo B. Modelling and compensation of fxture locators' error in CNCmilig[]. Intemational Jourmal of Production Research, 2013. 51(15):4539-4555.
[29]Arshad M. Butt s U, Baqai A A. Opimization of Locators Placement for Minimum Workpiece Positioning Error[CW Intemnational Conference on Inellient Systems.
Metaheuritics & Swamm Itelligence. ACM, 2017:16-19.
[30]王甫典型车夹具设计中定位误差的分析与计算[J].机械工程师, 209.22282.
[31]乔志花。机床夹具设计中定位误差的分析计算[J].机械工程师, 2010)99100.
[32]病娜。定位误差分析与计算在机床夹具设计中的实践[].中小企业管理与科技旬刊,.2017(7);185-186.
[33]毛丹丹,汽车后桥下推力杆支架加工夹具设计及其结构优化[D].广西大学, 2015.
[34]黄俊华。面向任意接触定位方案的定位误差分析算法[D].南昌航空大学, 2017.
[35]汪洋,基于N-2-1"定 位的飞机蒙皮装夹定位偏差分析方法[D].电子科技大学, 2015.
[36]孙加伟。基于UG的模具电极用通用夹具结构设计与研究[D].华南理工大学, 2013.
[37]陈建刚,陈杰峰,张昌明等。定位误差分析与计算在机床夹具设计中的应用与研[]I.煤矿机械2015, 36(5);229-231.
[38]孙超。王晓慧。基于基准路径图的定位误差计算方法[]I.机械制造。 2015. 53(4);64-66.
[39]徐亮。 -种加工中心用高精度角度调节组合夹具的结构设计与误差分析[J].赤峰学院学报(自然科学版), 2015(9):45-47. .
[40] Derakhshan E D, Yazdian N, Craft B, et al. Numerical simulation and experimentalvalidation of residual stress and welding distorion induced by laser-based weldingprocesses of thin structural steel plates in butt joint configration[J]. Optics & LaserTechnology. 2018. 104:170-182.
[41] Baistas H s, Graczyk T. An analysis of the weldinginduced deformation of ship panels usinga satistical tol[], Polish Maritime Research, 2013, 20():74-81.
[42]Wang Y R, Kang Y H, HungC K, et al. Analysis of jig pplicaion to inhibit weldingdeformation on SUS304 steel plates for gas metal arc welding (GMAWIC]// InternationalConference on Applied System Innovation. IEEE, 2017:1634-1637.
[43] Mikihito H, Yoshito I. A simplifed FE simulation method with shell elecment for weldingdeformation and residual stress generated by multi-pass butt welding[J]. IntemationalJournal of Stee stnucures. 2016, 16(1)51-58.
[44] Ikushima K, Kaigaishi K. Shibahara M. Large-scale welding deformation analysis of ship structure by Idealized Explicit FEM using multigid method[J].2015.
[4S]成威,廖秋慧,不锈钢薄板焊接变形影响因素与控制方法[D].轻工机械, 201,3(1):107-110.
[46]区达铨,王发展,赵申,等,大型复杂框架结构焊接变形与应力控制仿真[J].中国机械工程, 2018(5):616-622.
[47]王顺俊,朱昌宏。薄板箱体的焊接变形及其控制[J].焊接技术,2015(3):82-84.
[48]徐雷,曾辛未,童国宏。轻量化自卸车侧板焊接变形分析及控制措施[)].焊接技术,2018(3);74-77.
[49]赵利华。机车构架側梁焊接数值仿真与变形控制[D].西南交通大学, 2012.
[50]刘西霞。钛合金薄板激光焊接变形控制研充[D].湖南大学, 2014.
[51]宁岳峰,丁撮刚,李晓勇,等,复杂截面薄壁梁结构的焊接变形控制[小].焊接技术,20175)118-121.
[52]王亮,聂仑,岳春英,等,立式储罐安装焊接变形控制[J].油气田地面工程, 2017.36(2):68-71.
[53]宓震宇;朱慧。船舶建造过程中薄板变形问题及其控制[小]中小企业管理与科技(中旬刊)。 2018(3):171-172.
[54]付夏连。钢结构用焊接H型钢制作及焊接变形控制[J].钢结构, 2015. 3011):61-63[5]李娅娜。烨接变形预测与控制的数值方法研究及工程应用[D].大连交通大学, 2010.
[56]关旭东。焊接工艺对不锈钢焊接变形的影响分析[J].科技与创新。2018(3);79-80.
[57]孟辉,张春芳。压力容器焊接变形的控制与矫正D现代制造技术与装备,2017(12):135-135.
[58]彭桂蒸。大面积薄钢板焊接残余应力的性能分析与试验研究[D].青岛理工大学, 2010.
[59]苗磊。薄板(4~6mm)不锈钢焊接操作及变形控制要点[]中国石油和化工标准与质量。2017, 37(18):90-91.
[60]史慧钢结构焊接变形和焊接应力控制分析[].四川水泥,2017(12):321-321.
[61]王形。钢结构焊接残余应力及变形控制分析[J].内燃机与配件, 201813)1171181.
[62]陈重钧,张亚岐。肖余芳等。反向变形约束在梁类件焊接变形控制中的应用[J].塑性工程学报, 2017, 24(4):133-137.
[63]王纯祥。焊接工装夹具设计及应用。第2版[M].化学工业出版社, 2014.
[64]朱耀祥,浦林样。现代夹具设计手册[M].机械工业出版社,2010.
[65]贺甲甲,基于SolidWorks的钢筋对焊夹具设计与仿真[D].安徽工程大学, 2016.
[6]王泽鹏,胡仁喜,康士廷。 ANSYS Worbench 14.0有限元分析从入门到精通[M].机械工业出版社2014.
[67]黄志新,刘成柱人民邮电出版社。 ANSYS Workbench 14.0超级学习手册[电子资源][M].人民邮电出版社, 2013.
[68]于涛,杨俊茹,王素玉,机械制造技术基础[M].清华大学出版社。2012.
致谢
本文是在隋秀华老师的精心指导下完成的,无论是从本论文题目的选取、相关文献的收集、研究进度的掌握、论文结构的布置、论文的修改、定稿与最后的完成,导师都进行了精心的知道与很多有用的建议。导师对于论文的严格要求,通过她宽广的眼界、科学的思维、严谨的治学态度对论文中存在的问题提出了富有建设性的修改意见,给我留下了深刻的印象。导师在我攻读硕士研究生期间,在学习、生活和论文研究中给予了指导与关心,必定会使我受益终身。
感谢机电学院和其他学院的各位老师在学习上给予的帮助与关怀,感谢我办公室内的各位师弟师妹和我的各位同学,他们的帮助、关系与支持使我渡过了一段难以忘怀的硕士生活。
鉴于本人能力有限,对论文中存在考虑不周的地方,恳请各位老师与专家给予宝贵的意见与指导:最后,向在百忙之中抽出宝贵时间来评审论文的专家和学者表示深深的谢意。
(如您需要查看本篇毕业设计全文,请您联系客服索取)