24小时论文定制热线
24小时论文定制热线
摘 要
焊接是汽车制造的关键环节,焊接的精度与质量对整车质量有着直接影响,因此焊接夹具的设计与制造在焊装线的设计中极其重要。利用虚拟样机技术进行白车身焊接夹具结构的设计与优化,提高夹具的设计精度,缩短夹具的生产周期,保证白车身焊接的质量和效率。
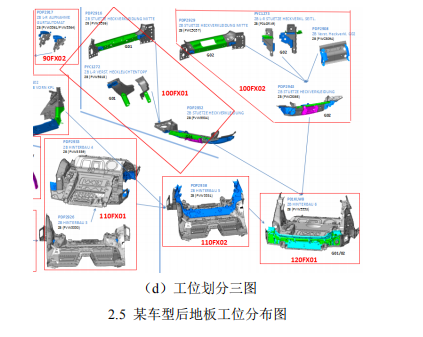
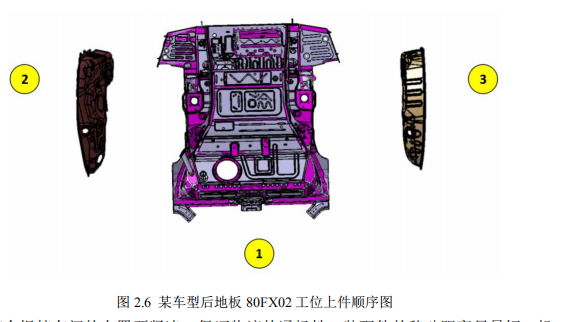
本论文以某车型后地板的自动线焊接夹具为研究对象,进行工位分配和车间的工艺布局,重点分析所研究工位的焊接流程、焊点分配和焊枪选择。运用虚拟数字化设计和技术进行焊接夹具的结构设计与优化,并对 BASE 板和夹紧臂进行静力分析,验证结构强度是否满足使用要求。基于 Process Designer & Simulate 的数字化平台进行夹具、机器人、抓具、放置台等的三维布局,模拟机器人的焊接过程,确保焊接生产中不发生干涉,并估算工作的生产节拍,保证焊接工作的顺利开展。
关键词:虚拟样机,白车身,焊接夹具, 结构优化,仿真

ABSTRACT
Welding is the key point of automobile manufacturing. The accuracy and quality of welding have a direct impact on the quality of the whole vehicle. Therefore, the design and manufacture of welding fixture are extremely important in the design of welding line. The virtual prototyping technology is used to design and optimize the structure of the welding fixture of body in white, to improve the design accuracy of the fixture, to shorten the production cycle of the fixture, and to ensure the quality and efficiency of welding for body in white.
This paper takes the automatic welding fixture of the rear floor in a certain vehicle as the research object, carries on the station assignment and the workshop layout, emphatically analyzes the welding procedure, the welding spot assignment and welding gun selection of the station. Virtual digital design and technology are used to design and optimize the structure of welding fixture, to carry on static analysis of BASE board and clamping arm, and to verify whether the strength of the structure meets the operational requirements. Based on the digital platform of Process Designer & Simulate, I use the three-dimensional layout in the fixture, robot, gripper and workshop, simulate the welding process of the robot, ensure that there is no interference in welding production, and estimate the production speed of the stations, and ensure the smooth development of welding work.
Keywords: Virtual prototyping,Body in white,Welding fixture,Structural optimization,Simulation
目 录
第一章 绪 论
1.1 课题研究背景及意义
随着经济全球化的发展,"德国工业 4.0"的提出让全球制造业有了新的理念,推动了制造业的发展和进步[1-2].2014 年中国和德国宣布进行"工业 4.0"合作,制造业的合作有可能是未来中国和德国合作的一个方向。在"工业 4.0"的基础上,2015 年李克强总理提出"中国制造 2025"的强国战略,这是在分析国际环境和结合国内环境的条件下,使我国制造业迅猛发展的政策。此战略的第一步就是力争用十年的时间使我国从制造大国转向制造强国,建立制造业创新基地并开展研究,使制造业发展更加智能化、信息化,提高产品质量,同时提出绿色制造,减少加工制造过程中的耗能和对环境的污染,拥有比较强竞争力的产业群,提高我国在国际制造业中的地位[3].
作为全球规模最大、最重要行业之一的汽车行业,已经成为国家工业化程度的指标,驱动技术创新,带动经济的发展,从某种程度上看,汽车行业的水平实力是一个国家竞争力的反映。全球竞争的加剧、汽车行业的发展、汽车市场的需求不断变化、客户需求的多元化以及要求紧追时代潮流的趋势,对汽车产业带来了更大的挑战。汽车企业必须加强自身竞争力,适应市场发展,推出新产品,加快产品的更新换代,在研发周期缩短的同时确保产品的质量。我国的汽车制造业与一些先进的汽车国家相比,我国还需要进一步的发展,提高生产水平。我国给予汽车行业以鼓励政策,推动汽车行业的成长,打造民族自主品牌,从汽车产业大国向"智造"强国迈进,提高我国在全球汽车市场格局中的地位。中国汽车工业协会发布数据,2017 年上半年乘用车的数量达到 1148 万 2700 辆,销售量为 1125 万 3000 辆。中国汽车行业依然在发展,作为制造业中不可缺少的车身制造,是研发的重点。
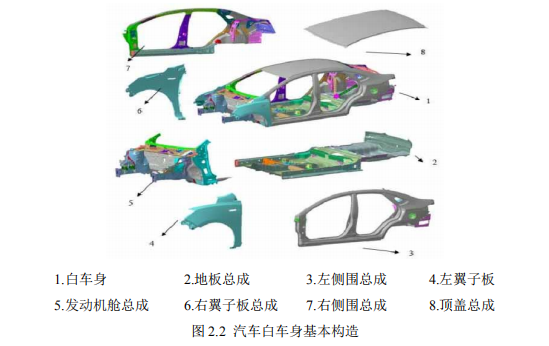
汽车的四个基本组成结构是底盘、电气设备、发动机和车身。车身工程是整车研究中的关键部分之一,汽车空气力学环境对其的影响非常大,同时汽车车身保护驾驶员、乘客的安全以及承载货物,其制造过程相对繁琐。汽车车身工程发展迅速,是汽车领域中研究最活跃的的方向之一 [4].汽车的车身结构由白车身、车门、车身内外饰、车身附件等组成。汽车的白车身是安装其余部件的基础,是由"钢结构"组成的支撑部件,车身的设计成本大约是整车成本的二分之一[5].白车身通常有 300 至 500 个形状复杂的薄板冲压件,在 55~75 个工位上大批量、快节奏焊接而成,焊装的定位夹紧点有 170~2500 个,焊点多达 4000~5000 个[6].
白车身主要有冲压、焊装、涂装和总装四大工艺。焊装作为其中的重要环节,对整车的质量有着非常重要的影响,而焊接夹具是焊装中的关键部分,是车身焊接质量的保证。在白车身的制造中,夹具的设计与制造周期最长,它影响到整个白车身的制造周期,这是由汽车白车身的结构特点所决定的。汽车白车身的冲压件通常有三种:
骨架件、外覆盖件和内覆盖件。一般骨架件的钣金件厚度为 1.2~2.5 毫米,覆盖件的钣金件厚度为 0.8~1.2 毫米,薄板件刚性差且易变性,结构形状极其复杂,因此在进行夹具设计时需要着重分析工件特点。白车身焊装线一般有地板线、侧围线、门盖线和总拼线等焊接分总成和总成线[7].而为了提高汽车的燃油经济性,车身正朝着轻量化的方向发展,铝车身成为实现汽车轻量化的一种重要途径,铝车身的焊接大多使用 MIG焊、激光焊等,铝车身除了焊接的结合方式之外,还运用机械结合的方式。
白车身焊接夹具的设计和制造的周期、质量很大程度上决定了车身的质量,随着科技的进步、计算机的发展和虚拟样机技术的出现,为设计者提供了一种新的途径,缩短产品周期的同时保证产品的质量,使设计人员在创造性的工作中投入更多的时间和精力。因此为了白车身焊接质量的提高,使用计算机虚拟技术进行焊接夹具的设计和仿真是现代化设计的重要手段。
1.2 国内外研究现状
1.2.1 车身及其焊装生产线的发展状况
经过百年的改进与创新,汽车行业进步迅速,汽车车身也不停变化。汽车车身的进步与创新伴随着各种高新技术的不断进步创新,车身也成为汽车发展的关键,同时整车的生产能力也由车身的生产能力确保,所以车身技术的发展也带来了汽车的换新。
汽车车身是汽车的上层建筑,车身既是载货的承重装置,同时也是乘客的庇护物,并且已成为物质文明和精神文明在当今社会中的具体体现[8].汽车车身的进步从无到有,是一个不断完善的过程。从 1886 年第一辆几乎没有车身的奔驰车的诞生,到如今运用工业美术设计和车身力学的各种的造型的车身,车身的造型不断地创新、完善,越来越多的造型独特的汽车应运而生,汽车性能也愈来愈优秀。同时人们也在不断地探索汽车车身的新材料,铝合金材料、复合材料、工程材料等应用在汽车车身的生产中,非金属材料也愈来愈多的在车身领域运用,出现了全塑料复合材料的汽车车身。与汽车车身有关的加工工艺方法也不断的进步发展,并逐渐完善,例如特种材料成型加工、塑料成型、冷冲压、电镀、焊接等。汽车车身的虚拟制造技术也不断地发展成熟,形成了设计与制造相关的计算机集成系统,技术的创新、科技的发展为汽车制造业的不断前进提供了依据,使车身发生了质的飞跃。
汽车业的不停发展,白车身生产线的形式也不停变化。第一条白车焊装线是由福特公司策划,白车身焊装线的发展也从手动焊接线、机器人自动线到柔性自动线。同时工业机器人被广泛的应用在白车身焊装生产线上,使其更加的自动化、智能化、柔性化,降低工人的劳动强度。例如在点焊夹具上应用点焊机器人,如图 1.1(a)所示;在弧焊工作站中应用弧焊机器人,如图 1.1(b)所示;生产线中抓具的使用和运动需要依赖搬运机器人,如图 1.1(c)所示。

现如今先进的国外焊装生产线广泛应用计算机技术、虚拟样机技术、仿真技术等,自动化程度高,更加注重系统集成性,具有高精度的特点,并且愈来愈柔性化,生产效率更高。德国 Multivan T5 的焊装线自动化程度高,大量使用工业机器人,减少了将近一千五百人的工作量,即 750 台机器人做大约 76%的工作,焊接近 80%的焊点。在Mercedes-Benz、BMW、Ford 等的焊装线中有德国 KUKA 公司提供的大量机器人,约占 95%,有的焊装线甚至高达 98%.意大利的柯马设计开发的焊装线柔性化很高,可以制造四种车型,甚至同时加工制造八种车型,在车身焊装线的柔性化方面占据很大的上风,处于领导地位。在焊装生产线中美国的 Unlmate 和意大利的 Deltix6 机器人更是广泛应用,在地板、侧围等的车身制造中占据重要地位。
相对而言,我国的焊装生产线起步较晚,技术落后,一开始的夹具设计比较简单,直到 21 世纪随着汽车制造业的发展迅猛,白车身焊装生产线的技术也愈来愈国际化,自动化程度愈来愈好,如一汽大众、吉利等,把机器人运用其中,提高其自动化的水平和加工精度[9],如图 1.2 所示。

四川宝玛为东风标致开发了使用机器人的众多工位的夹具,还研发了长城某车型的焊装线,这条生产线的自动化程度和加工制造能力都在国内位于重要的地位。一汽捷达汽车的十三条焊装线大量运用机器人,百分比高达 80%,自动化程度大大提高,通过与计算机相连的机器人自动进行焊件的运输、焊接,降低人工使用量,工作环境也愈来愈好。大连奥拓公司具有丰富的焊装线设计经验,设计的通用某车型的焊装线中机器人约占 80%.
1.2.2 白车身焊接夹具的发展状况
21 世纪至今,汽车车身的发展越来越迅速,虚拟制造技术的不断运用,车身造型越来越个性化、轻量化,向电子及信息集成化方向发展。汽车车身技术发展的趋势:
安全性、经济性、动力性、舒适性、排放性的有机结合;电子化、智能化、信息化、数字化的集成。汽车的制造规模、速度以及质量与夹具的自动化水平有着最为直接的关系[10-11].汽车的车型众多,所以也造成了车身的多种多样,不同的车型需要的夹具种类也各不一样,对夹具的设计要求也不尽相同,如果同一车型的生产要求不一样,也可能会造成夹具的不同,因此夹具的设计也愈来愈困难,需要设计人员的专业素能愈来愈高。对于白车身焊接夹具的要求越来越高,利用计算机技术的无纸操作,减少了设计者的重复性工作,使夹具的结构设计便于修改和查询,使设计更加标准化、集成化、柔性化、网络化,也使夹具设计的成本更低、更快,设计周期更短,并且在设计过程中更容易实现企业与用户的商讨决议,在多种方案中选择最优的结构方案,提高焊接质量。
国外对使用 CAD/CAM 技术进行车身焊接夹具的设计,早已有了完备的系统,减少了夹具的设计成本,缩短了制造周期,同时也保证了产品的质量。1989 年 Cabadaj在功能建模中进行夹具分析,在功能模型中进行夹具的定位,在力学模型中进行切削力与夹紧力对夹具作用的分析,在三维建模系统中进行夹具的结构设计[12].1992 年美国成立了汽车车体协会,提出了 2mm 工程,促进了焊接夹具 CAD 的发展。韩国通过对虚拟环境的研究,运用标准件库,提升了夹具设计和生产的速度,韩国现代汽车的GRACE 的生产线只用了两个月进行结构设计[13].
我国的白车身焊接夹具的设计与制造虽然起步晚,但是也在不断地发展与进步,从只可以进行简单的夹具设计到生产线的研发,白车身焊接夹具如图 1.3 所示。清华大学工业工程系通过研究车身焊接夹具的缺陷,在加工车间运用机器人,选择可重构的方法进行设计,解决了若干技术问题。华中科技大学的白车身焊接生产线的 CAD/CAM系统通过计算机来处理数据,使用通用件、标准件进行夹具的结构设计,采用 NC 技术,提高焊装线的精度[14].哈尔滨工业大学在夹具的设计中融入实例,创造了一种用知识来表达的形式,以框架为基础。2002 年周至强等人运用模块化和参数化设计焊接夹具,研发参数库。熊晓萍、金权东在 2006 年提出在传统的 CAD 系统基础上加入工程技术,更加迅速的实现夹具 CAD 技术的智能化[15].

1.2.3 虚拟样机技术的发展和应用
随着时代的进步和市场的变化,制造企业的战略也在不断地进步和创新,从要求企业规模到注重产品质量,再到加快市场反映速度, 如今 21 世纪制造企业进行科学技术的进步与创新,企业的战略逐步由资源经济转变为知识经济。
虚拟制造技术(Virtual Manufacture)的出现顺应了时代的发展。虚拟制造又称拟实制造,一些国外文献也称为像素制造(Manufacturing on Pixels)或屏幕制造(ScreenManufacturing),它是现实制造过程在计算机上的本质实现,即采用计算机仿真与虚拟现实技术,在计算机上群组协同工作,实现产品的工艺布局规划、设计制造、性能分析、质量检测,以及企业各级过程的管理与控制等,增强制造过程中各级的决策与控制能力[16].所以,虚拟制造在不会损耗加工原料的同时,也不会产生现实的产品,只是利用计算机技术实现产品在制造过程当中的本质。
虚拟制造与真实制造相比有其鲜明的特征:
(1)虚拟性:产品的设计、制造和测试是在计算机的虚拟制造环境中进行的。在计算机的虚拟环境中,设计人员可以根据设计要求以及设计经验修改产品的尺寸与形状,设计产品的结构,并进行产品的装配,可以多角度的对产品进行观察和评价。设计人员可以对工厂或者设计产品的生命周期进行模拟预演,体验整个制造过程,并进行制造过程的构想。
(2)数字化集成性:各种类型的仿真软件构成的公共通讯平台,这就是虚拟制造系统,同时虚拟制造系统也是数字化集成环境,由相互独立的制造技术组成,无缝连接各种与之相关的技术。
(3)分布性:实现信息的资源共享,在同一产品模型上把分布在各个地点、各个部门的不同的专业人员集中起来,实现彼此相互交流,共同完成工作,缩短文档生成和传递的时间,同时降低与此对应产生的误差,因此缩短了产品开发的周期。
(4)依赖性:在我们对实际的物理过程的理解和认识的基础上,进行虚拟制造的模拟和加工制造过程的描述和评估,因此虚拟制造的运行是人类对制造过程认识的综合演练。这个过程不需要生产产品,所以它并不能衍生出与实际物理过程相关的新的理论值知识,而这个过程的仿真精度不比仿真模型与真实模型的近似程度高。
虚拟制造技术目前已进入到实用阶段,例如波音 777 的设计制造,该飞机的研发设计都是在计算机的虚拟环境中完成的,包括零部件设计、整机设计、安装和调试,减小了设计难度和设计时间,从过去的 8 年缩减为 5 年。欧洲空中客车的设计放弃了传统的产品研发方法,也选择了虚拟制造技术,缩短了研发以及生产周期,从过去的 4年缩减为 2.5 年,使产品提前进入市场,降低了产品的研制成本,增强了企业产品在研制过程中的竞争力。IBM 与 Ford 和 Chrysler 公司为新车型共同研发了一个虚拟制造环境,此系统可以在样车制造以前察觉设计缺陷,尤其是定位系统控制方面的漏洞,新车型的设计周期由 3 年到 2 年。美国国家标准局 NIST 创建虚拟制造环境,波音公司与麦道公司共同创立机械设计自动化所;达姆施塔特技术大学和滑铁卢大学等都建立了研究机构,对虚拟制造技术进行研究[17-19] .
最近几年,虚拟制造技术在我国也得到了广泛的发展,各种科研机构、高校以及企业都对虚拟制造技术进行了研究与开发。例如"制造系统的可视化、虚拟建模与仿真"被确认成为国家 863/CIMS 主题组重点研究项目,国内各大高校也在对其进行技术研究。国内关于虚拟制造技术的研究主要集中在虚拟制造基础研究、产品虚拟设计、产品虚拟加工和虚拟制造系统四个方面[20]
.虚拟制造技术的应用贯穿了汽车的整个生命周期,例如在加工制造汽车的设备、模具、工装设备以及设计校车之前,建模、修改、优化和分析整个生产体系以及工艺流程。基于 UGII 软件,1997 年通用电动机车部完成了机车样机模型的建立,这是第一个完全数字化的模型,在这个模型的基础上,进行产品的设计、分析和制造,以及后续工装装备设计,甚至是可维修性的研究与设计。在 1998 年 SDRC 公司和日产汽车公司签署了总金额多于一亿美元的大合同,用于软件、服务与实施的购买,此合同的目的主要为了数字样车的研发与设计。21 世纪的日产汽车公司在汽车加工制造的整个进程中,使用概念设计支持工具、包装设计软件、覆盖件设计、整车仿真分析、数字样机及物理样机的生产等[21].
1.3 课题研究内容与基本框架
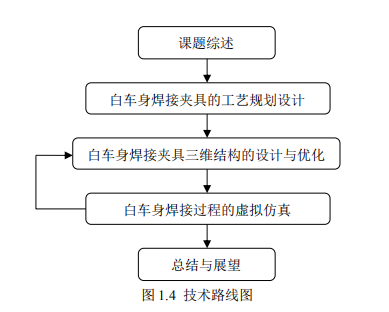
在三维数字化技术研究的基础上,根据某汽车公司的汽车后地板数模、工艺文件和设计要求,对白车身焊接夹具的结构进行设计与优化,本文主要运用如图 1.4 所示的技术路线。
依据以上分析,本文通过以下章节进行论述:
第一章 绪论
主要阐述课题的研究背景及意义,分析车身、焊接生产线、焊接夹具和虚拟样机技术的发展状况和应用现状,最后论述本文的研究内容
第二章 白车身焊接夹具的工艺研究
介绍白车身主要的焊接方法,根据项目要求进行白车身焊接夹具平面布局规划与工艺设计,包括设置生产节拍,设计焊接工艺、机器人数量、分布位置以及焊点分布、工艺焊枪的选择等。
第三章 白车身焊接夹具的结构设计
阐述白车身焊接夹具的基础知识和夹具的定位理论,基于 CATIA 软件,根据设计和焊接要求,进行白车身后地板焊接夹具的概念设计和三维结构设计。
第四章 白车身焊接夹具的结构优化分析
夹具结构并对其进行结构优化,对后地板的定位方式和气缸夹紧部件的结构进行分析与优化,静力分析优化后的复杂夹紧臂的结构验证其强度是否符合设计要求,并在对 BAES 板进行静力分析的基础上进行结构优化。
第五章 白车身焊接夹具的仿真分析
分析机器人的运动,并基于 Process Designer & Simulate 软件进行机器人仿真分析,对整个焊接过程进行模拟仿真,验证是否满足生产要求,确保实际焊接生产中不发生干涉。
第二章 白车身焊接夹具的工艺研究
2.1 白车身的组成
2.2 白车身焊接方法
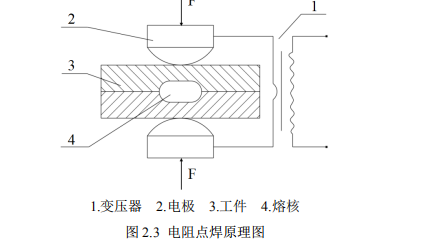
2.2.1 电阻点焊
2.2.2 电弧焊
2.2.3 激光焊
2.3 白车身焊接工艺规划
2.3.1 白车身焊接工艺流程
2.3.2 白车身焊接的生产节拍
2.3.3 白车身焊接线生产工艺布局
2.3.4 焊点的分配和焊枪的选型
2.4 本章小结
第三章 白车身焊接夹具的结构设计
3.1 白车身焊接夹具的概述
3.1.1 白车身焊接夹具的设计要求
3.1.2 白车身焊接夹具的定位理论
3.1.3 白车身焊接夹具的设计流程
3.2 白车身焊接夹具的概念设计
3.3 白车身焊接夹具的结构设计
3.3.1 夹具设计的典型结构
3.3.2 夹具设计的复杂结构
3.3.3 夹具设计的滑移机构
3.4 本章小结
第四章 白车身焊接夹具的结构优化
4.1 夹具结构的分析与优化
4.1.1 后地板分总成工件定位方式的优化
4.1.2 夹具部件单元的结构优化
4.1.3 夹具的干涉检查与优化
4.2 夹具结构的静力分析与优化
4.2.1 夹紧结构的静力分析与优化
4.2.2 BASE 部件的静力分析与优化
4.3 白车身后地板总成夹具设计完成效果图
4.4 本章小结
第五章 白车身焊接夹具的仿真分析
5.1 机器人运动分析
5.2 基于 Process Designer & Simulate 的白车身焊接夹具的仿真分析
5.2.1 仿真软件 Process Designer & Simulate 的介绍
5.2.2 白车身焊接仿真工作站建模
5.2.3 白车身焊接过程的仿真
5.2.4 白车身焊接的仿真结果分析
5.3 本章小结
第六章 结论与展望
6.1 结论
本论文研究白车身后地板的焊接工艺,并对后地板焊接夹具进行设计与优化,通过 Process Designer & Simulate 对焊接过程进行仿真分析。经过研究与分析,得出以下结论:
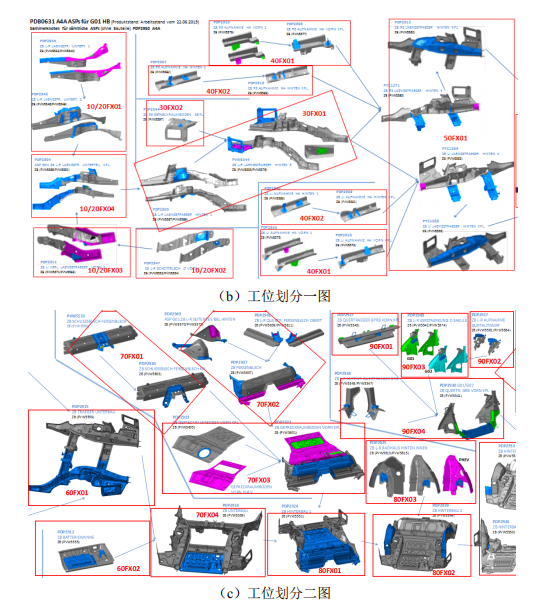
(1)根据项目要求和技术要求对某车型后地板焊装线进行工艺规划布局,并根据白车身的结构特点进行工位的划分与焊点的分配,确定本论文所重点研究工位的焊点信息和焊枪类型。
(2)根据白车身焊接夹具的设计要求,通过 CATIA 软件进行后地板某工位夹具的三维结构设计,详细介绍了夹具的设计过程,首先对其进行概念设计,最后具体设计夹具的三维结构。
(3)优化后地板分总成的定位方式,分析夹具结构的重点结构,并结合工件和定位夹紧点的位置和数量进行结构的优化,通过运动仿真模块进行干涉分析,并运用ANSYS 软件对关键夹紧结构和 BASE 部件进行静力分析,验证结构的强度,最后得到后地板总成夹具设计完成效果图。
(4)基于 Process Designer & Simulate 平台进行后地板某工位的焊接过程的仿真,将夹具、机器人、抓具、放置台等进行三维布局,确定焊枪的姿态以及焊枪和机器人的运动轨迹,分析焊接过程,并估算生产节拍,保证所有的焊点都能有序的焊接和生产过程的顺利开展。
本论文仍然需要进一步完善和优化夹具的结构,使操作更加方便,减少不必要的焊接路径,缩短焊接时间,提高焊接的精度和效率。
6.2 展望
汽车行业的进步和虚拟制造技术的普及,造成了汽车产品的更新愈来愈快,生产加工更加柔性化,白车身焊装生产线对于汽车的制造也更加重要。为了在汽车市场中占据更大竞争优势,夹具的设计需要更深入的研究,运用虚拟制造技术、计算机技术、柔性制造技术等进行白车身焊接夹具的设计和优化,使焊接夹具结构更加合理、紧凑,焊接线的自动化程度更高,同时也更加柔性化。
致 谢
虽然研究生生活面临结束,但是研究生期间的学习和努力,让自己的理论知识更加充实,在实践中不断提高。从初上研究生时的迷茫与徘徊,到如今收获良多的自己,感谢三年来老师与同学给予我的帮助与鼓励。
首先由衷的感谢我的导师刘悦教授对论文的悉心指导,刘悦老师为人正直,认真负责,重视对学生实践能力的培养,对科研工作态度严谨,为我们的学习、工作、生活等方面指点迷津。
同时还要感谢宋林森教授在实验室工作生活中的关心与帮助,在学习 CATIA 软件进行结构设计时的全面教导,以及给予我的论文宝贵的建议。在此还要感谢蔡红彬博士在设计中的技术支持与 ANSYS 软件的培训与指导。感谢所有任课老师的无私耕耘,让我的知识更好的积累与沉淀,感谢机电工程学院各位老师尽职的教导与培育,让自己更加优秀。
除此之外,非常感谢实验室师兄师姐在学习与项目工作中的指导与帮助,感谢师弟师妹对于我工作的理解与支持,在实验室同学的团结协作下共同高质量的完成任务。
最后,还要感谢本文参考的众多文献作者,并向审阅本论文以及参加论文答辩的专家、老师们致以真挚的感谢!
参 考 文 献
[1] Arne Schmidt.Bildungsausgaben in Deutschland[J].Wirtschaftsdienst,2014(5)。
[2] 丁纯,李君扬。德国"工业 4.0":内容、动因与前景及其启示[J].德国研究,2014(4):49-66.
[3] 李冰晶。"十三五"开启开启制造强国新战略[J].商场现代化,2016,24:249[4] 谷正气。轿车车身[M].北京:人民交通出版社,2002.
[5] 凯墨尔,沃而夫。现代车身结构分析[M].北京:人们交通出版社,1997.
[6] 卢抗美,王小宝。国外汽车工业焊接技术与设备的现状及发展趋势[J].电焊机,1995,25(2):1-5.
[7] 卢本。焊接自动化基础[M].武汉:华中工学院出版社,1996.
[8] 陈卫国。汽车车身焊装夹具设计的关键技术研究[D].武汉:华中科技大学工程力学,2007.
[9] 赵志洁。焊装生产线的概况及机器人的应用[J].化工管理,2013(2):38-39.
[10] 汪张林。美、日、德汽车公司的知识产权战略[J].汽车工业研究,2011(6):45-48.
[11] 郭孔斌。汽车后门内板总成焊装夹具的设计与分析[D].东华大学,2015.
[12] Cabadaj J.Theory of Computer Aided Fixture Design[J].Computers in Industry,1990,15:54-57.
[13] 鲁力维,何可敬,王元勋,李春植。国内外汽车焊装线两种设计实例的对比分析[J].汽车技术,1992,2(11):35-38.
[14] 徐芹亮。基于知识的汽车装焊夹具智能 CAD 推理机系统设计与研究[D].烟台大学硕士学位论文,2007.
[15] 熊晓萍,金权东。车身焊接夹具智能化设计方法的研究[J].机械设计与制造,2006(11):84-86.
[16] 肖田元,韩向利,王新龙。虚拟制造的定义与关键技术。清华大学学报(自然科学版),1998,38:102-106.
[17] Wiens.G.J.An overview of virtual manufacturing. Virtual manufacturing proceeding of 2nd afile manufacturingconference (AMC'95),Albuquerque,New Mexico,USA 1995:233-243.
[18] Kimura F.Product and process modeling as a kernel for virtual manufacturing environment.Annual of theCIRP,1993,42(1):85-93.
[19] 刘战强,艾兴。虚拟制造技术及其应用的现状与发展展望[J].山东大学学报,2002,32(3):211-217.
[20] 王爱云。 虚拟制造技术研究现状及展望[J].矿山机械,2007,35(12):148-150.
[21] 刘美珍,刘剑雄,刘伟达。虚拟制造技术及其应用综述[J].机电产品开发与创新,2006,19(1):88-90.
[22] 黄天泽。汽车车身结构与设计[M].北京:机械工业出版社,2003.
[23] 陈家起,罗虹,张伟。汽车车身工艺制造学[M].重庆:重庆大学出版社,1993:63-70.
[24] 李兢,刘宇。汽车车身焊接技术现状及发展趋向[J].工程科技与产业发展,2016(3):66.
[25] 许瑞麟,朱品朝,于成哉,熊万里。汽车车身焊接技术现状及发展趋势[J].电焊机,2010,40(5):1-18.
[26] GB/T 20098-2007,摩托车和轻便摩托车燃油蒸发污染物排放限值及测量方法[S].北京:中国环境科学出版社,2007.
[27] 熊晓萍,金权东,丁华明。驾驶室地板自动焊装线的工艺方案设计[J].现代制造工程,2004(2)。
[28] 李文忠,高保雷,邵丹。浅析汽车车身的焊接工艺设计[J].汽车工艺与材料,2006,(2):17-21.
[29] Dean Denga, Wei Liang, Hidekazu Murakawa. Determination of welding deformation in fillet-welded joint by meansof numerical simulation and comparison with experimental measurements[J].Journal of MaterialsProcessing Technology,2007(183):219-225.
[30] Rong Y M,Bai Y.Modular Fixture Element Modeling and Assembly Relationship Analysis for Automated FixtureConfiguration Design[J].Journal of Engineering Automation,1998,4(2):147-162.
[31] 粟鸿斌。汽车车身常见装焊夹具结构的分析[J].广西机械,2000,(3):25-26.
[32] 齐国强等汽车工程手册编辑委员会。汽车工程手册制造篇。北京:人民交通出版社,2001:502-527,693-701.
[33] 雷玉成,王存堂,韩向东。车身焊装夹具设计方法的研究[J],农业机械学报,2002,33(5):101-104.
[34] 罗来军。基于焊装特征和偏差控制的车身柔性件焊装夹具设计方法研究[D].上海:上海交通大学,2002.
[35] 冯辛安。机械制造装备设计[M].机械工业出版社,1999:252-258.
[36] 陈焕明。焊接工装设计[M],北京:航空工业出版社,2006,7-8.
[37] 李坤宏。基于 CATIA 的汽车焊装夹具设计方法应用研究[D].重庆:重庆大学机械工程,2007.
[38] Caputo F, Di Gironimo G, Marzano A. A Structured Approach to Simulate Manufacturing Systems in VirtualEnvironment[C]. ⅪⅧ Congreso International de Ingegneria Grafica. Barcelona, Spain, 2006.
[39] 姚春玲,张俊华,李宝顺。汽车车身焊装夹具的三维设计[J].制造业自动化,2009,31(7):132-134.
[40] 田永鑫。车身容差分配工程设计研究[D].长春:吉林大学,2001.
[41] U.Bracht,T.Masurat. The Digital Factory between vision and reality[J].Computers in Industry. 2005(4)。
[42] 商跃进。有限元原理与 ANSYS 应用指南。北京:清华大学出版社,2005:24-26.
[43] 张浩,樊留群,马玉敏。数字化工厂技术与应用[M].北京:机械工业出版社,2006.
[44] 姜南,卢继平,郭诚志。数字化工厂与网上制造-eMPower 软件初探[J].航天工艺,2000(5):27-30.
[45] 王冉。机器人运动分析及控制研究[J].中国锰业,2017,35(20):134-136.
[46] S.Mitsi, K.D.Bouzakis,G.Mansour,et al.Off-line programming of an industrial robot for manufacturing[J].TheInternational Journal of Advanced Manufacturing Technology.2005(3)。
[47] Konieczny J,Meyer G,Shimizu C,et al.Visual spray painting for training and design. Proceedings of theACMSymposium on Virtual Reality Software and Technology.2007.
[48] 韩伟,熊飞宇,于欣伟,刘念。浅谈基于 Process Designer 的总装数字化工厂搭建[J].装备制造技术,2013,11:214-215.
[49] Caputo F, Di Gironimo G, Marzano A. A Structured Approach to Simulate Manufacturing Systems in VirtualEnvironment[C]. XVⅢ Congreso International de Ingegneria Grafica. Barcelona, Spain, 2006.
[50] Kimura F. Product and process modeling as a kernel for virtual manufacturing environment. Annual of theCIRP,1993,42(1):85-93.
[51] 曾魁。基于数字化工厂的车身地板焊装线工艺规划及仿真[D].大连:大连交通大学,2011:38.
[52] S. Mits, K.-D.Bouzakis, G.Mansour. Determination of optimum robot base location considering discrete end-effectorpositions by means of hybrid genetic algorithm[J]. Robotics and Computer-Integrated Manufacturing,2008(24):50-59.
[53] FANUC Roboter GmbH.Technical Data:"FR100,140,200 comp"[G/OL].http://www.fanuc.com.
[54] Klingstam P. Gullander P.Over view of simulation tools for computer-aided production engineering[J]. Computers inIndustry,1999,38(2):173-186.
(如您需要查看本篇毕业设计全文,请您联系客服索取)