24Сʱ���Ķ�������
24Сʱ���Ķ�������
ժҪ
�����������Ϊһ�ֳ���������ں��ա����ӡ������Լ����������������е�Ӧ��Խ��Խ�㷺������������Ĵ�ͳ����������Բ����ȥë�̡�Уƽ������ɴ�����й��ݻ�ϳ�ݻ���,���շ�����Ч�ʺܵ�;������þ����¹�������,��ֻ��Ҫ���塢ȥë����������,����Ч�ʿɴ����ߡ�
��������ֵĸ��ӳ���������ģ����ƴ����Ѷ�,����ģ�ߵİ�ģ�ͳ�Ȧѹ����������ų��ηֲ���˫��ѹ�ϳ�Ȧ,��������������˰���־���ģ�ߵ���ƺ��������ڳ���Ϊ��,������Ϊ����һ����ʽ����־���ģCADϵͳ��չ�о��������ڷ����ͱȽ�Ŀǰ������ά������������Դ��Ķ��ο������ߵĻ�����,�����UG6.0Ϊ����ƽ̨,����VisualC++6.0,����ר�õ��������İ���־���ģ��CADϵͳ��
�����������ݾ���ģ����ԭ���ͳ�ѹģ����Ʊ�,ѡ��������־���ģ�ߵĽṹ����,�����չ��ܵIJ�ͬ������־���ģ����Ϊ���ģ�顣��ϵͳ����Menuscript�ű���������дϵͳ�����˵�������,��UG�Դ���Ulstyler���߿����˻���������,ͨ��UG�����е�Grip���Ա�д��Ӧ�ij�����ʵ�ָ���ģ��IJ�������ģ��ϵͳ�����ݿ�����Microsoft AccessΪ���ݿ�Ĺ���ϵͳ��������ģ��IJ�����,ͨ��ʹ��UG/Open API�����Լ�MFC���ݿ���ʼ�����Ӧ�ó�����б��,���ò�������ģ���������ʵ�彨ģ��ϵͳʵ���˲�����Ӧ�ó��������桢���ݿ⡢��������ģ����֮��Ĵ���,�����˲�������Ƶ���Խ�ԡ�
����ϵͳ�а���ֳ����IJ�������ģ����,ʹ��UG/OPENG Grip�����Լ������߷��̻��Ƴ�������,Ȼ���Դ˽������侵��Ϊ�߽��ȡ�ݶ�Բ�ͳݸ�Բ�ϲ��õ����Ρ��˷���������,�������˽�ģ��Ч�ʡ�ϵͳ�а�ģ�ͳ�Ȧѹ����ѹ�ϳ�Ȧ�IJ�������ģ����,���ճ�ģ����ֲ�,��Grip���Ա�д���ֻ��Ƴ���,ͨ��ƫ�ú���ϳ������ߵõ��켣��,Ȼ���ڵõ��Ĺ켣������ѹ�ϳ�Ȧ�Ľ������ɨ��õ��R�ϳ�Ȧ���ô˷����ԈR�ϳ�Ȧ��ģ���١�ȷ,Ч�ʴ����ߡ�
�����������й����� CADϵͳ������,����ֱ�۵�UG�������,ʵ�������ϵͳ�����ݿ�ϵͳ�Ŀɿ�����,���ұ�д�˲�������ģ�ij���,��ϵͳ������ǿ,����������,���пɿ�������,�ʺϴ������Աʹ�á�
�����ؼ���:UG,VC++6. 0, ���ο���,��λ�����,����ģCADϵͳ
ABSTRACT
����Gear slice as a common part is used more and more in the field of airline, electronics, automobiles and precision instruments. The traditional production process of gear slice is divided into cutting blank circle, deburring, leveling, roll gear, milling gear or pinion gear after all fixation, the process trival and efficiency is very low. But the fine-blanking process only need fine-blanking and deburring, the production efficiency is greatly increased.
����The design of the gear slice fine-blanking mold is difficult because of the complex tooth profile of the gear slice and the structure of the fine-blanking die.
����We also need to design a double pressure material tooth circle along the tooth shape when it is rushing. Because of all these problems the development and production cycle is long. This paper has done a lot of research on development of a piece of open gear dies CAD system. After analyzing and comparing current main 3D design software and its own second development tools, this paper decided to use UG6.0 for development platform, and with the Visual C++6.0, to develop a special and object oriented CAD system for gear slice fine-blanking dies.
����According to the fine-blanking die work principle and design international standard, select the piece gear fine-blanking die structure types, and divide into five modules according to the different function. The system uses Menuscript scripting language to write the main menu system and article tools, and use its own Ulstyler tool to develop a man-machine interface. Through the UG peculiar Grip language writes the corresponding program to achieve each module of parameterized modeling. The system's database criterion with Microsoft Access establish each module of the parameters of the library, through the use of UG/Open API functions and MFC database Access technology use application programming, call of parameterized modeling procedures to complete entity modeling. The system to achieve the parameters in application, interface, and database, parameterized modeling of transfer between programs, reflect the parametric design superiority.
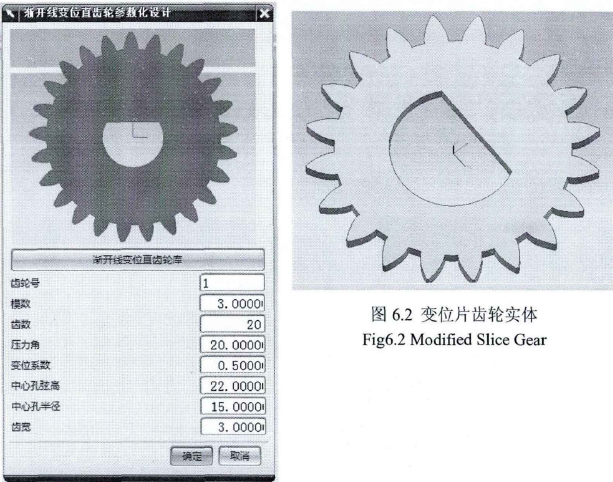
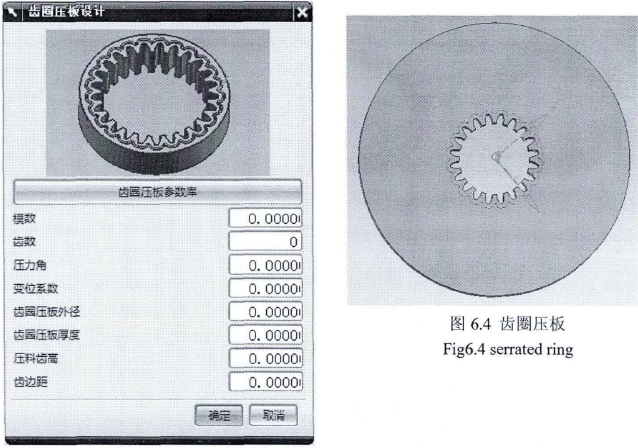
����In the system of gear tooth profile of parameterized modeling process, using UG/OPENG Grip language, and draw the involutes equation, and then mirror this involutes equation, and get tooth shape after intercept the boundary of involutes tooth top round and dedendum circle. This method is simple and clear, greatly improving the modeling efficiency. System concave die and tooth circle on a material tooth circle linking piece of parameterized modeling procedures, refer to die design manual to Grip language program, through the bias, fitting tooth profile get track line, and then to pressure the section along the tooth material circle get track line scan to get the material tooth circle. Using this method to get the material tooth circle modeling is fast and accurate and highly efficient.
����This thesis constructed the CAD system of main frame, with intuitive UG style interface, realize the reliable connection of design system and database system, and compile the program of parameterized modeling, the system is strong open, and the operation is simple, reliable operation, fast, and suitable for most designers.
����KEY WORDS: ug, vc++6.0, the secondary development, modified gear slice,fine-blanking die CAD system
�������ִ����Ĺ�ҵ������,��������һ�����ģ�ӹ��ļ����������㲿��,ͨ��ģ���������㲿������ڻ�е�ӹ��кܶ���ŵ�,���������ɱ��͡���Ʒ�����á�����Ч�ʸߵ�,���ģ�������ķ�ʽԽ��Խ�㷺�ı�Ӧ���ڸ��������С�
����һ�������,Ҫ����߹�ҵ��Ʒ��ˮƽ,�ͱ���Ҫ���ͨ��ģ���������㲿���ȵ�ˮƽ,Ҳ����˵����Ҫ���ģ�ߵ�ˮƽ,�ں��պ���ȸߡ�������������������Ҫ��ˮƽ��ģ����,ֻ�о߱��˸�ˮƽ��ģ����,���������������ϸߵ��㲿��,�Ӷ����{��Щ��ҵ����ķ�չˮƽ��ģ����Ϊһ����Ҫ������װ�����ִ�����ҵ�����з����Ų������������,��ģ����Ҳ�ͳ�Ϊ��ÿ�����ҽ����ִ����������Ҫ�ƽ���,�ɴ˿ɼ�����������Ҫ�ص㷢չ��һ������ҵ���ܵ���˵,һ������ģ������ˮƽ�ĸߵ��ڵ����ѳ�Ϊ����������ҵˮƽ������ҵˮƽ����Ҫ��־�š��ҹ���Ϊһ����չ�еĹ�ҵ���,������ҵˮƽ����ҵˮƽ�ϻ���Ҫ�������,�����Ҫ���Dz������ģ�������ˮƽ��
����ģ�ߵķ�����ʽ��������,�а��սṹ�����,Ҳ�а��չ��ܷ���ġ�Ŀǰ,��ҵ������ʹ�õ���ģ�߰���ʹ�õĹ��ܲ�ͬ���¿��Է�Ϊ��ѹģ�ߡ�ѹ��ģ�ߡ�ע��ģ�ߵȼ����ࡣ��ѹģ���dz�ѹ�������õ���һ��ģ��,��ѹ������һ���Ƚ��ļӹ�����,��Ƚ��ڴ�ͳ�Ļ�е�ӹ�����,���ּ�������Ч�ʸߡ�������㡢��м����м�������ص�,�dz��ʺ����㲿���Ļ�е�����Զ���������һ�������,ͨ����ѹ�������������㲿�����ܹ��ﵽ�ܸߵijߴ繫��ͳߴ羫�Ȳ��Ҿ߱����õĻ�����,��Щ��ѹ�õ����㲿������Ҫ�ٽ��н�һ���Ļ�е�ӹ�,����ֱ��Ӧ�õ�������ҵ��ȥ������������ҵΪ��,������Լ��60%?75%���㲿���Dz��ó�ѹ���ս��мӹ���[2]�����ǵ���ѹ�����ڹ�ҵ�����е���Ҫ��,Ϊ�˼ӿ��ҹ��Ĺ�ҵ��ˮƽ���,���DZ���ӿ��ѹ�����Ľ������ƹ㡣
�������ܳ�ü�ƾ���,���ַ����ڽ��г�ѹ����ʱ����Ҫ�õ�����V�ͳ�Ȧ�ij�Ȧѹ��,�����ֱ���Ϊ��Ȧѹ���á����弼��������ͨ���Ϊ����,ͨ��һЩ����ˮƽ����߶���չ������һ���Ƚ��ľ��ܼӹ�����[3]�����弼����Ϊ��ѹ�¼����������չ���þ��弼����һ�γ�ѹ�г��еõ��ij�ü�,��������������Ϻ���û�����ƺ�˺��,�ܹ���ñ���С�����ȸߡ�������ȸߵĸ�������ѹ���������,���ܹ��ﵽ���ϸ�ijߴ羫�Ⱥ�ƽֱ�ȹ���[5]�����幤��������������Ч�ʸ�,���������ʸ�,�Զ����̶ȸ�,�����Ͷ�ǿ�ȵ͵��ŵ㡣�ܵ���˵,���弼�������ܹ���Լ��Դ�ͽ�������,���һ��ܼ����ڹ�ҵ�����Ĺ�����,���ӵĹ��������Թ��˽������������ֲ���,��������ҵ�ķ�չ�кܺõ��ƶ�����,���Թ��Һ���������,����Ӧ�ô������ƹ���ռ����弼�����ִ����Ĺ�ҵ�����е�Ӧ��,ʹ���ܹ��ƽ��ҹ��Ĺ��÷�չ��ҵ����
�����Ӿ��弼���ķ�չʷ����,��ʿ������ʹ�õ��ü����Ĺ��ҡ����弼�������Ϊ����������߶˾����DZ����㲿�����¹���F. Schiess��1923���״ζԾ��弼����ר������������,��������֮��ĺܶ����о��弼����û��ȡ�úܴ��ͻ��,����Ҫ��;��Ȼ���ӱ��㲿�������졣�Դ�1952��֮��,���弼������������,��ʿ��Schmid��˾��һ����ƺ������������ϵĵ�һ̨�����,Ϊ���ܹ���������ľ�������,��1956��ù�˾�������������ר�����ھ����ѹ�������˺�,���弼�������������ƹ㷢չʱ�ڢʡ��ھ������۵��о�����,A.Guidi��1962��������������˵�һƪ���ھ������۵����¡��Ӷ�ʮ������ʮ�����ʼ,�칫��е�ͼҵ����ҵ��ʼʹ�þ��幤�ա��Ӷ�ʮ�����߰�ʮ�����ʼ,Ħ�г������������ա�������е�ȸ��Ӽӹ���ҵҲ��ʼ���뾫�幤������������,����һЩ��ҵ��ʼ�Ժ���Ϻ�������ͼ����о���ӹ�[7]�����������еĴ�������ʺϽ��о�������,����������ҵ�����Ǿ��幤�շ�չ����һ������,��������ҵ��,ʹ�þ��幤�ս��������㲿���������ܹ�������Ч�ʡ����ͳɱ�,ͬʱ������ҵ��Ч��,��ʹ����ҵ�ܹ�Ѹ�ٵ�ռ���г�[8]��
����1965��,�ҹ�Ҳ��ʼ�Ծ��幤�ս����о�����ʮ������ʮ���,���ڵ�һЩ��ҵ���о����Ϳ�ʼ�˶Ծ��幤�յ�����,����1965��10�³ɹ���ʵ���˶Գ��ֻ����֡����˵����������DZ����㲿���ľ�������,ȡ�����ش�ijɹ�����ʮ������ʮ���,������ҵ����Ϊȫ�⼶��Feintool��˾���Ͽ��������г�,�ù�˾�ڽ����й��г���,���ҹ��ھ�����ҵ�ĸ������涼��������Ľ���,�Ӿ���������о����Ƚ��ľ��弼���ȷ��涼�кܶ�ĺ���,���ڹ�����Ա���ķ����� Feintool��˾�ġ�ʵ�þ����ֲᡷ����ʮ������ʮ���,�ҹ��ɹ����Ƴ��˶�λ��25T��100T�ľ�������Ӵ�֮��,�ҹ��ľ����豸�õ��˷��ٵķ�չ,���ڲ��ٵľ����豸���Ѿ��ﵽ�˽ϸߵ�ˮƽ��
�����ھ����豸���ٷ�չ��ͬʱ,�ҹ����ھ��弼�����۵��о�Ҳ���˺ܴ�ķ�չ�����ڲ�����ҵ���о����Ծ��弼���������о����нϸߵ�ѧ����ֵ,Ҳ�õ��˹�����ͬ���ǵ��Ͽɡ��ھ��弼���������о����ٷ�չ��ͬʱ,���ھ���ĸ����������Ҳ�õ��˺ܴ�����,�����Ϻ���ͨ��ѧ����Feintool��˾�������������ھ��������?]���Ϻ���ͨ��ѧ�ͻ��пƼ���ѧ���о�������㲿�����豸�������Լ����ȷ���Ҳȡ���˿�ϲ�ijɹ�,���гɹ����㷺Ӧ����ʵ��������?������������ѧ�����ͭ����ɫ�����ľ��幤�ս������о�,���Dz�����ѹ��Ȧ��״�ͳߴ�Ծ����㲿��������Ӱ�췽��������о�,���Ҿ�ѹ�������������Ծ����������Ӱ����⼸������Ҳ����������о�,ͬʱ��������о��˾���Ļ���,�Ծ����������ȫ�µ���ʶ,�����������˽������������ֳɼ������ֵ��¼��⡣���ͬʱ,��������ԺУ����������Ԫ��������,�Ծ���������̽������ֻ���ģ��ͷ���,ͨ��ģ��ͷ�����������г��ֵ�����,�����ƾ������,������Щ�Ծ�����̵ĸ���������ʵ��������,Ҳȡ���˺ܺõijɹ�['2]��
������Ŀǰ�Ĺ������ƶ���,�ձ���ŷ�ͱ����ȵ����ľ��弼����Է���,��Щ�����Ծ��弼�����о��Ѵﵽ��һ����ˮƽ�����,�����Ծ�����ϵ��з��;����豸������������������,���ڹ��������ڽ��о���IJ��϶���������Щ���Һ͵�������Ŀǰ�����ϵľ�����϶���,������ŷ�ĸ�ǿ���Ͻ�ϸ����UQ38��UQ550���ձ���SCr2Z��SCNM21�Ͻ�ֱ��㷺�Ͽ���,��δ�������Ϻõľ�����ϡ�������ϵĿ������ҹ������հ�,����һ���̶���Ӱ���˾��弼�����ҹ����ƹ���ռ���Ŀǰ,������δ������ר���ھ���ĸ���,�ҹ��ľ����ò��ϲ�����Դ�ڽ���,�������ɵ�̼�ֲ����ȴ����ķ����õ���Ϊ�˽�һ�����Ʋ��ϵ�����,Ŀǰ�����һЩ���л�����ר�ŶԱ�����ֺͳ���������ֵľ��幤������������о�["]���ھ����豸����,���Գ����١������ܡ����Զ���Ϊ��չ���Ͻ���,�ּ���ȡ���˺ܴ�ijɾ�,����Feintool��˾�����ľ��������λ�Ѿ�����4000��,���Զ���� 30mm�IJ��Ͻ��о���,�����豸���Զ�������,ʵ���˾����豸�ĵ����Զ������컬���;����Զ����ձ�KYORI��˾���Ƴ����ܹ���3000��/�ֵ��ٶȽ��о����������ij����پ��ܳ崲[14]������������,�ֽ弼�������Ŵ�Ӳ�����ķ���չ['5]��
������λ����־���ģ��CADϵͳ������
Ƭ������ƶԻ���
��Ȧѹ����ƶԻ���
���ζ�����ƶԻ���
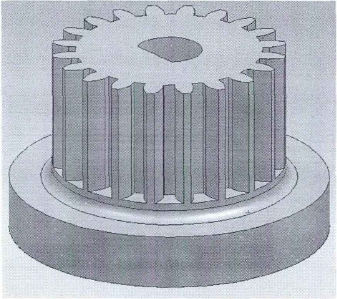
�����
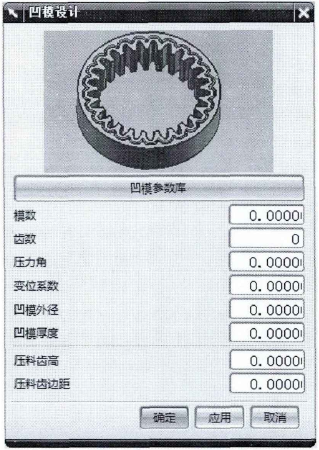
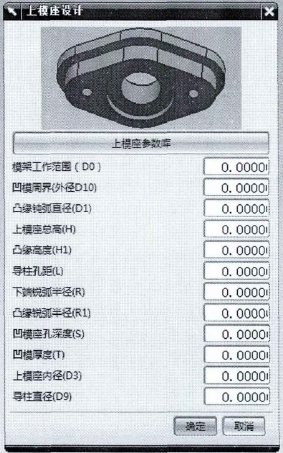
��ģ��ƶԻ���

��ģ��ƶԻ���
��ģ
��ģ����ƶԻ���
Ŀ¼
������һ�� ����
��������1.1 ���ִ���ҵ��Ӧ�õ�ģ��
��������1.2 ���弼�����
��������1.3 ���弼����չ����ʷ
��������1.4 ����ģ����CADϵͳ�����ĸſ�
��������1.5 ���ڰ���־������״
��������1.6 �����о����ݼ�������
�����ڶ���ϵͳ����ƽ̨�뿪������
��������2.1 ��������������
������������2.1.1 UG
������������2.1.2 SolidWorks
������������2.1.3 Pro/Engineer
��������2.2 ѡ��ϵͳ������ƽ̨
��������2.3 UG �������������
������������2.3.1 UG/OpenAPI �������
������������2.3.2 UG/Open Grip ���
������������2.3.3 UG/Open MenuScript �˵����
������������2.3.4 UG�Ի������
������������2.3.5 �Ի���Ӧ�ó����ܵĴ���
������������2.3.6 ʹ��MFC����Ӧ�ó���
�����ڶ��� ���ݿ⼼�����
��������3.1 ���ݿ���
��������3.2 ���ݿ����ϵͳ�������������
��������3.3 VC++6. 0�����ݿ���ʼ���
��������3.4 MFC��UG/Open API�е�Ӧ�ÿ���
������������3.4.1 ODBC���ݿ�ӿڷ��ʼ������
������������3.4.2 MFC ODBC�������ݿ�ϵͳ�ķ���
��������3.5 ���ݿ�ϵͳ�Ŀ���
������������3.5.1 ��Access�����������ݿ�
������������3.5.2 ע��ϵͳ����Դ
������������3.5.3 ��MFCʵ������C/S�ṹ���ݿ�ķ���
������������3.5.4 ��UG/Open APIʵ�ֶ�����C/S�ṹ���ݿ�ĵ���
������������3.5.5 ���롢����
���������� ����־���ģ��CADϵͳ�����忪�����
��������4.1 ���幤�ռ��
������������4.1.1 ����ԭ��
������������4.1.2 ���幤�յ��ص�
������������4.1.3 ���幤�յĹ���
��������4.2 ����ģ���
��������4.3 ��λ����־���ģCADϵͳ�����Ҫ��
��������4.4 ��λ����ֽճ�ģCADϵͳ�����ԭ��
���������� ϵͳ��Ƿ��������ʵ�ֹ���
��������5.1 ѡǤ�����ģ������
��������5.2 ���V�г�����ʽ
��������5.3 ����ģҪ��
��������5.4 ϵͳ�Ŀ�������
������������5.4.1 ϵͳ�˵��ͶԻ���
������������5.4.2 ��VC++6.0������������Ŀ��
������������5.4.3 ��UG/Open Grip��������������Ƶij���
������������5.4.4 ���ݿ�ķ��ʺ�����
���������� ��λ����־���ģCADϵͳ��ʵ������
��������6.1 ��λ����ֵ����
��������6.2 ��Ȧѹ������
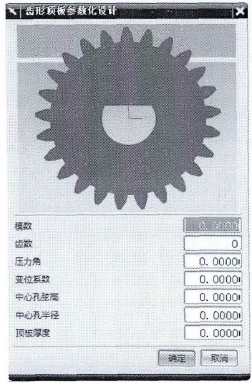
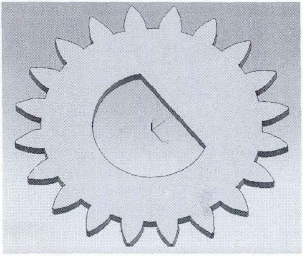
��������6.3 ���������
��������6.4 ��ģ�����
��������6.5 ��ģ�����
��������6.6 ���ģ�����
��������6.7 ��ģ������ģ�������
��������6.8 �����͵������
��������6.9 ����Ͷ��ˡ�ͬ�����Լ����µ������
���������� ����
���������
��������Ҫ�鿴��ƪ��ҵ���ȫ�ģ�������ϵ�ͷ���ȡ��