24Сʱ���Ķ�������
24Сʱ���Ķ�������
ժҪ
������ѹģ����������Ͳ������Ĺؼ�����,������Ը��ܳݺͿ���̫�������ֵ��ͽṹ��ɢ�����Ͳ�,����������ɢ�����Ͳĵļ�ѹģ����Ƽ���������ϵͳ���о���
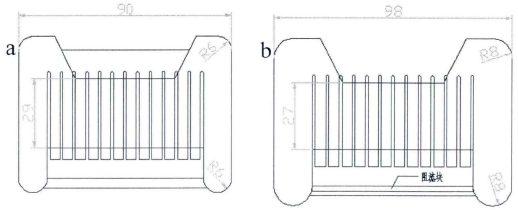
�������Ļ��ڸ��ܳ�ɢ�����Ͳıں�������⡢���Լ�ѹ���͵Ľṹ�ص�,����ģ�ߵ�������,��ģ�ߵ���ǻ�ṹ���о������,�Թ��������Ƚ��о�ϸ���;���ڿ���̫����ɢ�����ͲĽ��漸����״���ӡ�Բ���γݲ������������Ľṹ�ص�,��ģ�߷����ס������ҵȲ�λ���о�ȷ�Ľṹ��ƺͳߴ���ơ�
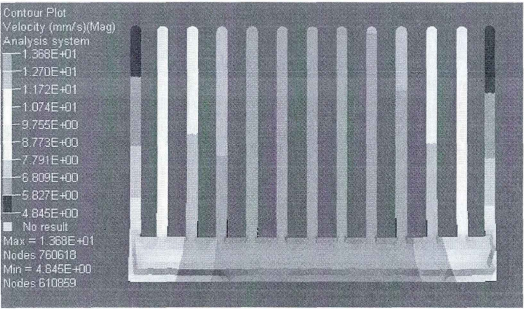
�������û���������������-ŷ����������רҵ��ѹ������ֵģ������HyperXtmde�Լ�ѹ���̽��з���,���������ܳ�ɢ�����Ͳ��ü�ѹģ�ߵ���ǻ�������������˶����Ż����,��֤�����Ͳĸ���������11.35? .37mm/s��Χ��;����������̫����ɢ�����Ͳ���ģ�߷����ס������������˶����Ż����,��֤�����Ͳĸ���������12.91? .13mm/s��Χ�ڡ�ͨ����ֵģ�⼼������������ģ,���ģ�߽ṹ�ͳߴ������Ƶĺ�����,����������ģ�Ľ��,��ģ�߽����Ż����,�Ӷ�����������ģ����ģ�Ĵ�����������ģ�������:ģ�ߵ��������Ը��ܳ�ɢ�����Ͳĸ����ֽ����ķ�������Ҫ����,�����������������Ч���ڽ������յ�����;����̫����ɢ���Ͳ�ģ����ģ��������б���ܼӿ��Ͳijݲ��ֽ��������١���������ģ�ϸ��ģ�߽���ǿ��У��,����������Ż���ƺ��ģ������ǿ��Ҫ��
����ȫ�̸��������ֵ��ͽṹɢ���Ͳ�ʵ�ʼ�ѹ��������,����������ģ���,�ƶ���Ӧ����ģ��ʩ������ģ�߷ֱ�����������ģ����ģ,���������ϸ���Ͳ�,����:��ֵģ�⼼������Ч����������ģ����,����ģ���з�����,��Լ�����ɱ���
�����ؼ��ʣ���ѹģ��;ɢ�����Ͳ�;��ֵģ��;������ģ;�ṹ���
Abstract
����The design of extrusion die is the key technology for producing aluminum profiles. In this thesis, a systematic design has been conducted on the design of extrusion die for producing two kinds of heat -radiation aluminum profiles which is multi-tooth aluminum profiles and hollow-sunflower aluminum profiles.
����The present work is based on the structural feature of wide difference of wall thickness and great difficulty of molding for multi-tooth aluminum profiles ; The flow-guiding cavity and bearing length of die have been precise designed by using technology of die flow-guiding. The design of structure and design of dimension for porthole and welding chamber,etc have been conducted based on the complicated geometric shape of cross section and great difficulty for metal filling circular tooth of hollow- sunflower aluminum profiles.
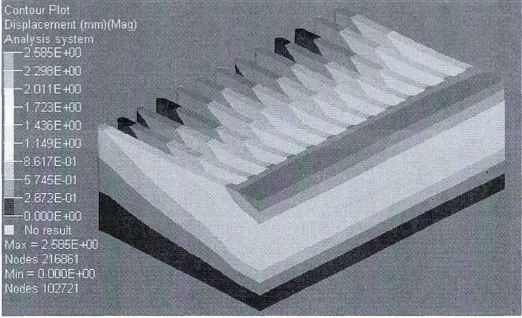
����The process of extrusion has been simulated by using professional extrusion molding software of HyperXtrude which is based on arbitrary Lagrangian-Eulerian (ALE) description method, the flow-guiding cavity and bearing of die for producing multi-tooth aluminum profiles are optimized two times, making the velocity throughout the entire extrusion profile in the range of 11.35ʿ0.37 mm/s, the porthole and bearing of die for producing hollow-sunflower profiles are optimized two times, making the velocity throughout the entire extrusion profiles in the range of 12.91±0.13 mm/s. Through virtual test of extrusion process by using CAE technology, the correctness of parameters of the die structure design is checked. Die structural optimizing is conducted according to the result of virtual test, practical test of extrusion process and correcting die are replaced partially by virtual test . The results of virtual test show that the technology of die flow-guiding play an important role in metal distribution for all parts of multi-tooth aluminum profiles and the design of bearing length can adjust the final velocity of metal effectively. The slope of porthole of die for producing hollow-sunflower aluminum profiles can accelerate metal speed of the tooth part of aluminum profiles.Checking strength of the die which are qualified by test of virtual extrusion, the results show that the optimized die meets forcerequirements.
����Tracking the whole process of practical extrusion of two dies, the corresponding correcting die measures are developed according the results of practical extrusion. The two dies producing qualified aluminum profiles after two times practical extrusion and correcting respectively shows that numeral simulation technology can reduce the times of practical extrusion and shorten the time of developing and researching die and save the cost of production.There are 44 figures, 8 tables and 70 references in the paper.
����Keywords: extrusion die, heat-dissipating aluminum profile, numeral simulation, virtual extrusion, structure design
������������Դ�ڶ����ж����в�����˾���ù�˾��Ҫ�������ֹ�ҵ�������Ͳ�,����������ɢ�����Ͳ�Ϊ��Ҫ��ɫ,ɢ�����Ͳĵ�������ģ��ͬ�ȹ�ģ�ܲij���ǰ�С��ù�˾2011��ͨ�����Ҹ��¼�����ҵ�϶�,������ģ�����졢�Ͳļ�ѹ�������ӹ�������Ǧ��������,ӵ���Ƚ���CNC�ӹ�����,�߱���ǿ��ģ����Ƽӹ����Ͳļ�ѹ���Ͳ���ӹ�������
��������������ҵ�Ľ����ɢ�����Ͳ�ģ������ʵ����Ҫ,ͨ�����ϴ�ѧ�붫���ж��˽�������˾����Ŀ�������о���������������ʽ,��չɢ�����Ͳ��ü�ѹģ�ߵ���ơ�������ģ��������ģ�ȷ����ϵͳ�о���
������Щ����,���ż���������Ͱ뵼�弼���IJ��Ϸ�չ,���������С�ͻ�����ܻ��ķ���չ,���ʹ�õ�·�ļ��ɶ�Խ��Խ��,��Ӧ��,��λ���ɢ��������Ҳ��Խ��Խ��,�����Ч��ɢ����Щ�����DZ����������⡣�粻�ܺܺõĽ���Щ����ɢ����ȥ,����ʹ����������¶Ȳ�������,���ߵ�һ���¶Ȼή�ͼ����Ԫ����������,������Ӱ������ϵͳ���ȶ���,�������̼������������ɢ�������������Լ�����ڲ�,��Ҫ�Ǽ��ɵ�·�ķ���,����ɢ�����Ĺ���ԭ����ɢ������Ϊɢ��ý��,ɢ�����뷢�������Ӵ�,��ȡ�����ڲ�������,ͨ��ɢ����ɢ���������ⲿ,�Ӷ���֤��������������¶ȷ�Χ�ڹ�����
�������ܳݽṹɢ������̫�����ṹɢ���������ֵ��ͽṹ�Ĵ��Ͻ�ɢ����,�ڵ��Ӳ�Ʒ��Ӧ�õ÷dz��ձ�,�ڵ�����������Ҫ�����������ֽṹ��ɢ������������ɢ������ͬ���ص��Ƕ���ͨ����ѹ����,�ܷ��������ϸ��ɢ����,��Ҫȡ���ڼ�ѹģ�ߵ���������졣
�������ܳݽṹ��ɢ�����ݲ��ں�,�ײ���ڱں��,��ѹ����ʱ����ƽ���Ͳ�������������,�ݲ�������,���۳�,ģ�ߺ�������Ϊ�ݲ����۶��Ѷ�����;̫�����ṹɢ���������γݽӽ���ѹͲ��Ե,�Ͳ�������߲������ٷdz��������Կ���,�ݲ�������Ҳ�dz���,ģ�ߺ�������Ϊ�ݲ��Ľ�������������ģ�����,������ģ�ߵ�����Ѷ��Ƿdz����,Խ��Խ���ģ�����ʦ�Ϳ�����Ա���о������ֽṹɢ��������Ʒ���,�Ľ�ģ�߽ṹ,���ģ������,���Զ�������ģ����ƽ���һ��ϵͳ������о��Ƿdz�������ġ�
������ѹ�ӹ���������ɫ�����ӹ������е�һ�ַdz���Ҫ�ļӹ�����,����ɫ�����ӹ���ռ�зdz���Ҫ�ĵ�λ[1-3],���żӹ�����ҵ�ķ��ٷ�չ,�����ǽ���21��������,����ҵ���Ÿߡ������ⷽ��չ,�ͻ��Բ�Ʒ����λ���ȡ�������ȵȸ��ּ���������ָ�궼����˸��ߵ�Ҫ��Ϊ������ͻ��Բ�Ʒ�����Խ��Խ�ߵ�����,��ͻ��ṩ���ϸ���Ҫ�����ɫ������Ʒ,����Ľ��ӹ������ͼӹ��豸���ӹ�������ӹ��豸�Ǽӹ�����Ʒ�ʲ�Ʒ�Ļ�������ѹ�ӹ����������ơ������ѹ���ӹ��������,������ʵ�ּӹ����߾��Ȳ�Ʒ������,�����и��õĿɿ��Ժ���Խ��[4]����������,��ѹ�ӹ������������ص�:
����(1)�ڼ�ѹ�ӹ�������,��ѹ��ģ�߸�����ѹ�����Ժ�ǿ���Һܾ���������ѹ��Ӧ��,����ѹ����������ѹ��Ӧ���������ܸ��õط��ӱ���������,�Ӷ�Ϊ�������õij��ʹ��������������ڼ�ѹ�ӹ������������ص�,������Щ�������ѱ��εĽ�����Ͻ���ü�ѹ�ӹ��������ӹ�,��Щ������Ͻ��ö��취�����Ʒ����Ѽӹ�,���ӹ������߾��ȵIJ�Ʒ�����ǻ��ڼ�ѹ�ӹ������ܳ�ַ��ӱ���ѹ�������Ե��ص�,��ѹ�ӹ���������ɫ�ӹ���ҵ�еõ��˹㷺�����á�
����(2)��ѹ�ӹ������ܼӹ������ֽṹ���Ͳ�,�������Լӹ����߾��ȵİ����ܡ��ߵ��Ͳ�,���ҿ��Լӹ����߾��ȵĽ��漸����״���ӵ��Ͳ�,��α�����Ͳġ���ܲĺͿ����Ͳĵȡ���Щ�Ͳĺ����ö���ӹ����������Ƽӹ�����������ѹ���ӹ���������,�����Dz����ܵġ��ü�ѹ�ӹ������ܼӹ������ӽṹ���Ͳ�,����һ����,����ѹ���ӹ�����������Խ�ġ�
����(3)��ѹ�ӹ������ӹ����IJ�Ʒ�ľ��ȸ����ö���ӹ����������Ƽӹ�����������ѹ���ӹ������ӹ����IJ�Ʒ,����������ģ����Ƽ�����ģ�ӹ����켼�������,��ѹ�豸���յĸĽ�,�Ѿ����ü�ѹ�ӹ����������������λ���ȡ�������������Ĵ��Ͳ�,��ѹ�������ۺ�������Ҳ�õ��˺ܴ�����,Ϊ���Ͳ���ҵ�����˾��Ч�档
����(4)��������ѧ�����ڼ�ѹ�ӹ��������ܵõ����,�����Ƕ��ڼ�ѹЧӦ���кϽ��Ʒ,��Ƽ��ʱЧ���Ʒ��������ѧ���ܸ������ơ������ѹ���ӹ������ӹ����IJ�Ʒ���������߶���Ͻ�ѹ��Ʒ����ѧ���ܺͳ�ַ��ӹ��Ͻ��ô�����������
����(5)��ѹ�ӹ����������,�������,�������̼��,�����ƺͶ����ѹ���ӹ��������,һ�μ�ѹ�ܹ���ø���������Ľṹ��Ʒ,���Ҽ�ѹ�豸��ģ�ߺ�����Ͷ���١����õ�,���ںܴ�ij̶�������˲�Ʒ�ľ���Ч��,����˼�ѹ�ӹ����������÷�Χ��
����������,����ƽ��������ģ��ƺͼӹ����켼���IJ������,��״���ӵĿ���Ǧ�Ͳ�ͨ��ģ�߷������ϼ�ѹ�ӹ����������õ���Խ��Խ�㷺��Ӧ�á����ż�ѹ���յĸĽ���ģ����Ƽ�����ӹ����������,��ѹ�ӹ������ӹ��ٶȽϵ͵�ȱ��Ҳ�ڲ��Ͽ˷�����ѹ�ӹ�����������ɫ�����ӹ���˵��Ȼ��һ�ֱ�֤��Ʒ�ӹ����Ⱥ�����������Ч��Ϻõ�һ����Խ�ļӹ�������
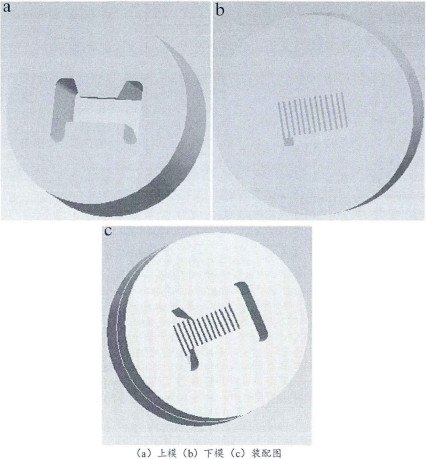
���ܳ�ɢ���ͲļU�������װ��ͼ
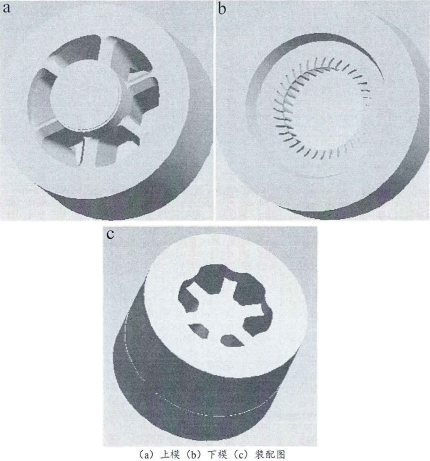
̫����ɢ�����ģ�������װ��ͼ
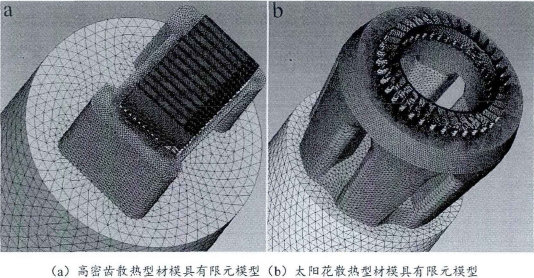
����Ԫģ��
��ʼ��Ʒ��������Ͳı���ͼ
��ʼ��Ʒ���
��һ���Ż�ǰ����ǻ�ṹ�߲�ͼ
��һ���Ż����Ͳı���ͼ
Ŀ¼
����ԭ��������
����ɢ�����Ͳļ�ѹģ����Ƽ���ֵģ��
��������1 ��������
��������1.1 ������Դ���о�����
������������l.1.1 ����Դ
������������1.1.2 ���������
��������1.2 ���Ͳļ�ѹ��������
������������1.2.1 ���Ͳļ�ѹ�����ص�
������������1.2.2 ���Ͳļ�ѹ��������ԭ��
��������1.3 ���Ͳļ�ѹģ��������
������������1.3.1 ��ѹģ�������Ͳ������е���Ҫ��λ
������������1.3.2 ��ѹģ����Ƽ���
������������1-3.3 ��ѹģ�����켼��
������������1.3.4 ��ѹģ�߲��ʼ��ȴ�������
��������1.4 ���Ͳļ�ѹ��ֵģ���о���״
��������1.5 ���������
����2 ���ܳ�ɢ���ͲĺͿ���̫����ɢ���Ͳ�ģ�����
��������2.1 �ͲĹ��շ���
������������2.1.1 ���ܳ�ɢ���ͲĹ��շ���
������������2.1.2 ����̫����ɢ���ͲĹ��շ���
��������2.2 ģ������ѡ��
������������2.2.1 ����̫����ɢ���Ͳ�ģ������ѡ��
������������2.2.2 ���ܳ�ɢ���Ͳ�ģ������ѡ��
��������2.3 ��ѹ����λѡ��
������������2.3.1 ����̫����ɢ���Ͳļ�ѹ����λѡ��
������������2.3.2 ����̫����ɢ���Ͳļ�ѹ����λУ��
������������2.3.3 ���ܳ�ɢ���Ͳļ�ѹ����λѡ��
������������2.3.4 ���ܳ�ɢ���Ͳļ�ѹ����λУ��
��������2.4 ���ܳ�ɢ���Ͳ�ģ�����
������������2.4.1 ģ������ȷ��
������������2.4.2 ����ģ���
������������2.4.3 ģ�׳ߴ����
������������2.4.4 ���������
������������2.4.5 �յ����
��������2.5 ����̫����ɢ���Ͳ�ģ�����
������������2.5.1 ���������
������������2.5.2 ���������
������������2.5.3 ģо���
������������2.5.4 ���������
������������2.5.5 ģ�׳ߴ����
������������2.5.6 ģ���������
������������2.5.7 ģ�յ��ṹ���
������������2.5.8 �ݶ��ס������ס����������
��������2.6 ������
����3 ��ѹ������ֵģ�⼰ģ���Ż����
��������3.1 ����
��������3.2 ��ѹģ������HyperXtrude����
��������3.3 ģ���������
��������3.4 ����Ԫģ�͵Ľ����ͱ߽�����������
������������3.4.1 ����ģ�͵Ľ���
������������3.4.2 ����Ԫģ�͵Ľ���
��������3.5 ���ܳ�ɢ���Ͳ�ģ����ֵģ��������
������������3.5.1 ��ʼ��Ʒ�����ֵģ��������
������������3.5.2 ��һ���Ż������ֵģ��������
������������3.5.3 �ڶ����Ż������ֵģ��������
��������3.6 ̫����ɢ���Ͳ�ģ����ֵģ��������
������������3.6.1 ��ʼ��Ʒ�����ֵģ��������
������������3.6.2 ��һ���Ż������ֵģ��������
������������3.6.3 �ڶ����Ż������ֵģ��������
��������3.7 ģ��ǿ��У��
��������3.7.1 ̫����ɢ���Ͳ�ģ��ǿ��У��
��������3.7.2 ���ܳ�ɢ���Ͳ�ģ��ǿ��У��
��������3.8 ������
����4 ������ģ
��������4.1 ���ܳ�ɢ���Ͳ�ģ��������ģ
��������4.2 ����̫����ɢ���Ͳ�������ģ
��������4.3 ������
����5 ����
���������
��������ѧλ�ڼ���Ҫ�о��ɹ�
��������Ҫ�鿴��ƪ��ҵ���ȫ�ģ�������ϵ�ͷ���ȡ��