24小时论文定制热线
24小时论文定制热线
摘要
曲轴是发动机中承受载荷传递动力的重要零部件,随着汽车工业的快速发展,其市场需求量不断增大。但是用于制造大型曲轴的模具型腔复杂,工况条件恶劣,寿命很低,导致曲轴造价高,生产效率低下。采用堆焊技术修复或制造模具不仅可以提高模具寿命,而且还会缩短模具生产周期,降低企业成本。但由于曲轴模具本身的复杂性和使用条件的苛刻,限制了堆焊技术的应用。本文针对某锻造厂服役条件下的大型曲轴模具的工况条件,通过对模具失效原因的分析选择了合适的堆焊材料,研究制定了堆焊制造工艺,并进行了工厂生产实践验证。
通过现场调查和试验分析,对大型曲轴模具的失效原因进行了分析。结果表明:机械疲劳裂纹和热磨损是曲轴模具失效的主要原因,因二者失效的曲轴模具约占失效模具总数的 90%;而塑性变形和热疲劳裂纹一般不是此类模具失效的主要因素,但二者会加剧模具型腔的磨损,加速模具的失效进程。曲轴模具材料失效的主要抗力指标是高温(600℃)屈服强度、高温(600℃)冲击韧性及热稳定性,选择合适的模具堆焊材料可以显着提高模具寿命。
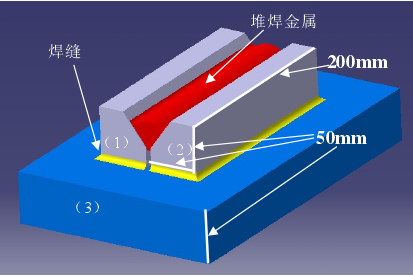
通过对材料的性能对比研究,完成了六拐八平衡块曲轴模具堆焊制造材料的选择。选择具有高强度、高韧性的 RMD535 作为过渡层堆焊材料;选择在抗裂性、粘着磨损性能、回火稳定性、抗拉强度、冲击韧性等方面均表现良好的 RMD647 作为工作层堆焊材料。使用上述两种堆焊材料对六拐八平衡块曲轴模具进行复合堆焊制造。
针对选定的堆焊材料,对堆焊制造曲轴模具的配套工艺进行了研究,确定了堆焊制造过程中所用的堆焊方法及其工艺参数、预热工艺、热处理工艺等配套工艺。通过研究回火温度和时间对堆焊金属组织与性能的影响,确定曲轴模具焊后热处理工艺为 550℃×10h;通过理论分析和实验验证,确定曲轴模具的预热工艺为 450℃×10h;针对曲轴模具堆焊制造中常见的焊接缺陷(气孔、裂纹、夹渣、咬边),系统分析了其产生原因,并提出了相应预防对策。
通过对曲轴模具堆焊制造工艺的研究,制定了完整的六拐八平衡块曲轴模具堆焊制造工艺规程,并对失效的曲轴模具进行了堆焊制造工艺试验。工程实践应用结果表明,通过堆焊技术制造的模具寿命是同类模具的 1.5 倍,其质量和使用性能均能满足要求,修复效果良好。
关键词:曲轴模具,堆焊技术,失效分析,堆焊材料,堆焊工艺
Abstract
The crankshaft is an important part of the engine, whose role is to bear load and transmit power.With the rapid development of automotive industry, the market demand is increasing. However, the die used to manufacture large crankshafts usually has a complex cavity and works in poor conditions, so the life of the die is very shorter, which leads to increase of the cost and reduction of the production efficiency. Repairing or manufacturing the die with welding surfacing technology can not only prolong its lifespan, but also shorten the production cycle and reduce the production cost. However, the application of welding surfacing technology is limited because of the complex die structure and the harsh usage conditions. Aiming at some large crankshaft dies' low life expectancy, the paper analyzed the reasons of failure, and surfacing repair tests on large crankshaft dies were carried out.
The failure reasons of the large crankshaft die were analyzed by the methods of field investigation and test analysis.The results show that mechanical fatigue crack and thermal wear are main reasons. In general, thermal fatigue and plastic deformation are not major factors of the failed die, but they will aggravate the wear of the cavity and accelerate the process of die failure. The life of the die can be extended by improving some resistance indexes of the die material, such as high temperature (600℃) strength, high temperature (600℃) impact toughness, and thermal stability.The surfacing materials of large crankshaft dies were selected by comparing the performances of different materials. RMD535 was selected as the buffer layer surfacing material, in consideration of its high strength and high toughness. RMD647 was chosen as the working layer surfacing material on account of its outstanding performances in crack resistance, adhesion wear properties, tempering stability, tensile strength, impact toughness, etc. The above two materials were used to repair the large crankshaft die.
The surfacing repair process of the large crankshaft die was investigated on the basis of the above surfacing materials. Surfacing method, welding parameters, preheating process, heat treatment, and other supporting process were determined. The influences of tempering temperature and time on the microstructure and properties of the surfacing metal were studied. The post-weld heat treatment process of large crankshaft die was 550℃×10h. The preheated process was set to 400℃×10h through theoretical analysis and experimental verification. The common welding defects (pores, cracks, slag, undercut) and its causes in the surfacing manufacturing were systematic analyzed, and the appropriate prevention countermeasures were formulated.
Finally, a complete surfacing manufacturing process planning of large crankshaft die was formulated, and the repair test on the failure crankshaft die was conducted. The engineering application results showed that the lifespan of the large crankshaft die after repaired significantly increased.
Key words: Crankshaft die, Welding surfacing technology, Failure analysis, Surfacing material,Manufacture process
曲轴是内燃机中承受载荷、传递动力的重要零部件,由主轴颈、连杆颈、平衡块、输出端等部位组成,其作用是承受来自活塞经连杆传来的力,形成绕其本身轴线作用的扭矩,并将该扭矩传送给汽车传动系[1-2]。在普通内燃机中,曲轴的主轴颈与缸体相连接,连杆颈与连杆大头孔连接,连杆小头孔与气缸活塞连接,从而形成典型的曲柄滑块结构,将燃料燃烧产生的热能转化为动能,进而为汽车输出动力。
目前,我国的汽车产业正处于高速发展时期,市场需求量与日俱增。由于曲轴在发动机中的作用非常重要,因此曲轴的性能和水平直接影响发动机的性能和水平,进而影响整车的性能和水平。此外,曲轴一般在高温高应力环境下服役,工况条件恶劣,工作过程中受力情况复杂,经常出现断裂等突发状况。内外两方面的因素都促使市场对曲轴的性能水平提出了更高的需求。
由于锻钢曲轴与铸造曲轴相比具有更为出色的综合力学性能,因此在汽车高速化、重型化发展过程中逐步得到广泛应用。但是锻钢曲轴的锻造工艺复杂,特别对于大型曲轴,其模具使用寿命很低,经常导致产品供货延期、预算超支、质量不稳定等现象,因此如何提高模具寿命,降低企业生产成本成为曲轴锻造行业亟待解决的难题。
改革开放以来,我国经济的平稳快速发展带动了汽车行业的繁荣发展,汽车工业进入快速发展期。2002 年~2011 年我国汽车的年产量不断攀升,国内历年汽车年产量如图 1.3 所示。世界汽车制造商协会(OICA)于 2012 年 7 月最新发布的数据显示:2011 全年中国汽车年产量位列全球第一,高达 1840 万辆,占全球汽车总产量的 23%[3]。汽车工业的发展是拉动锻造行业发展的主动力,随着汽车产量的逐年增加,汽车锻件的产量也逐年上升。曲轴作为汽车发动机的重要零部件,市场需求广阔。据不完全统计,2011 年中国主要柴油机厂家年产能已达到 1015万台,各种大小的铸锻曲轴年需求总量高达 1000 余万件。
市场需求的变化也不断改变曲轴制造业的格局,目前市场上的曲轴按照其原材料分为球墨铸铁曲轴和锻钢曲轴两种。球墨铸铁曲轴因其工艺简单、切削性能良好、成本低等优点曾得到广泛应用[4]。然而近年来随着轿车向高速、轻量化发展,载货车向大功率重型方向发展,对发动机的各项性能要求越来越高,对于曲轴也要求其具有高的强度,良好的冲击韧性和抗疲劳强度。但是球墨铸铁曲轴由于存在石墨孔穴、磷化物与合金元素的偏析等先天性缺陷,疲劳强度较低,且不与抗拉强度成正比,因而难以承受发动机工作过程中的爆发压力,而锻钢曲轴由于具有良好的弯曲疲劳强度,逐渐得到市场青睐[5-8]。
锻钢曲轴性能优良,但曲轴是一种典型的轴类复杂锻件,轴线弯曲,沿轴线方向横截面积变化剧烈,大部分曲轴的最大横截面积与连杆颈横截面积之比大于 5,形状复杂系数小于 3.2,因此锻钢曲轴的模锻工艺较复杂[9]。并且由于其模具型腔复杂,工况条件恶劣,模具寿命较低,目前国内大型曲轴模具寿命约为 0.15~0.25 万件,仅为国外的 1/3[10-14]。多年的生产实践证明,锻件的模具费用已占产品成本的 10%~20%。模具寿命较低的状况不仅打乱工厂的生产计划,延长交货时间,又给企业带来高昂的模具费用,严重阻碍了我国曲轴制造业和汽车产业的发展。

用焊条堆焊模具

药芯焊丝熔化极气体保护焊堆焊模具

Miller Dimension 812 型多功能焊机
刚性拘束抗裂性试验试样示意图
目 录
第一章 绪论
1.1 引言
1.1.1 曲轴制造业的发展状况与前景
1.2 模具的工作条件与失效形式
1.2.1 热作模具的工作条件
1.2.2 热作模具的失效形式
1.3 堆焊技术在模具堆焊修复或制造中的应用
1.3.1 采用堆焊技术修复或制造模具的优点
1.3.2 模具堆焊技术的应用现状
1.4 模具堆焊材料的种类
1.4.1 铁基堆焊材料
1.4.2 钴基堆焊材料
1.4.3 镍基堆焊材料
1.5 课题目的与意义
1.6 本课题的主要研究内容与技术路线
1.6.1 主要研究内容
1.6.2 研究技术路线
第二章 六拐八平衡块曲轴模具的失效分析
2.1 曲轴的模锻工艺
2.1.1 曲轴的分类
2.1.2 曲轴的模锻工艺流程
2.2 六拐八平衡块曲轴模具及其工作条件
2.2.1 曲轴模具概况
2.2.2 曲轴模具工作条件及特点
2.3 曲轴模具的现场寿命考核结果
2.4 曲轴模具失效形式的概率统计
2.5 曲轴模具失效原因分析
2.6 曲轴模具失效抗力指标分析
2.7 本章小结
第三章 堆焊材料的选择及堆焊金属性能对比试验
3.1 试验材料制备及试验方案
3.1.1 堆焊实验设备以及焊接工艺参数
3.1.2 堆焊试样的制备
3.1.3 力学性能测试
3.1.4 刚性拘束抗裂性试验
3.1.5 回火稳定性试验
3.1.6 粘着磨损性能试验
3.2 堆焊材料的选择
3.2.1 堆焊材料的选择原则
3.2.2 堆焊材料的选择步骤
3.2.3 过渡层堆焊材料的确定
3.3 堆焊材料的性能对比研究
3.3.1 堆焊金属的硬度及热稳定性性能
3.3.2 粘着磨损性能对比研究
3.3.3 抗裂性性能对比研究
3.3.4 综合性能评定
3.4 本章小结
第四章 曲轴模具堆焊制造配套工艺研究
4.1 堆焊方法
4.1.1 堆焊方法的选择原则
4.1.2 常见的模具堆焊方法与特点
4.1.3 六拐八平衡块曲轴模具的堆焊修复方法
4.2 堆焊工艺参数的选择
4.2.1 电源种类与极性
4.2.2 焊接电流、电弧电压、焊接速度
4.2.3 保护气体及流量
4.2.4 焊丝干伸长度
4.3 焊前预热工艺研究
4.4 热处理对堆焊金属组织与性能的影响
4.4.1 热处理对堆焊金属硬度的影响
4.4.2 回火前后堆焊金属的显微组织分析
4.5 曲轴模具堆焊常见缺陷及预防对策
4.5.1 气孔的产生原因与预防对策
4.5.2 夹渣的产生原因与预防对策
4.5.3 裂纹的产生原因与预防对策
4.5.4 咬边的产生原因与预防对策
4.6 本章小结
第五章 工程应用
5.1 六拐八平衡块曲轴模具堆焊制造工艺
5.1.1 曲轴模具的堆焊技术要求
5.1.2 曲轴模具的堆焊材料
5.1.3 曲轴模具的堆焊工艺流程
5.2 工程应用实施情况
5.3 本章小结
第六章 结论
参考文献
致 谢
(如您需要查看本篇毕业设计全文,请您联系客服索取)