24小时论文定制热线
24小时论文定制热线
摘 要
我国“十一五”规划纲要提出,“十一五”期间单位国内生产总值能耗降低20%左右、主要污染物排放总量减少 10%。传统的直齿圆柱齿轮生产方式以切削加工和锻造加工为主,切削加工材料利用率低,锻造为高耗能加工方式,同时加工精度低。冷挤压加工可实现少无切削加工和常温加工,是实现工业节能减排的有效途径。因此,提高直齿圆柱齿轮零件冷挤压工艺水平和成形质量,优化模具结构设计都十分必要。
本文论述了有限元计算方法的原理和过程,对目前三种主要直齿圆柱齿轮的冷挤压加工方法分别进行了数值模拟分析,得到各种方法的利弊。理论分析了直齿圆柱齿轮冷挤压变形程度与直齿圆柱齿轮几何参数之间的关系,以此为基础分析了径向直齿圆柱齿轮冷挤压和正挤压直齿圆柱齿轮中,齿轮的模数、齿数、过渡圆角半径等参数对冷挤压的影响,并分析了毛坯网格数目、毛坯对称面等参数对模拟精度的影响。
针对参数分析结果提出齿轮冷挤压复合工艺。通过优化模具结构,可以生产出大模数和大齿数的直齿圆柱齿轮,同时可以在一副模具上完成直齿圆柱齿轮复合冷挤压工艺。数值分析结果显示,与径向冷挤压齿轮相比,复合工艺可以使成形载荷降低 70%—80%,直齿圆柱齿轮零件的充填结果得到根本性改善。
影响直齿圆柱齿轮冷挤压件尺寸变化的主要因素为:模具的弹性变形和零件卸载后的弹性回复。结合直齿圆柱齿轮零件设计冷挤压模具,计算出直齿圆柱齿轮冷挤压模具的尺寸补偿值,并验证补偿结果,生产出合格的直齿圆柱齿轮零件。
通过金相实验和数值分析结果对比,论述了冷挤压直齿圆柱齿轮晶粒大小和分布与应变关系,以及硬度的分布情况。
关键字:直齿圆柱齿轮,冷挤压,数值模拟,优化设计,复合挤压
ABSTRACT
China's Eleventh Five-Year Plan,which laid down that the unit GDP energy consumption must be reduced by 20%,with major pollutants emission reduced by 10%. Traditional manufactures of spur gears are cutting and forging,which are low efficiency,high energy consumption and low accuracy. Cold extrusion which makes it possible to be net-shaped and formed at room temperature is one meaningful way for energy-saving and emission reduction. Thus it’s very necessary to improve process design leves,forming qualities and optimize die structure designs of cold extrusion for spur gear parts.
The process and the principle of FEM were analyzed. Three main methods of cold extrusion for spur gear were simulated to get merits and demerits of each method. The relationship between deformation rates and gear geometry parameters were certificated theoretically. Influences of different numbers of modulus,teeth,gear radius in processes of spur gear cold extrusion were simulated on the basis of this theory,as well as influences of different elements shape,roughcast symmetries on the accuracy.
According to results of parameters analysis,the integrated process which including forward extrusion and shaping extrusion were put forward,and spur gears with bigger modulus and more teeth could design by optimizing die structures. Compared with traditional cold extrusion process,70%-80% load are reduced and the filling results are improved completely.
The main factors that affect gear geometry changes in size are the elastic deformation of dies and the elastic recovery of parts. Based on spur gear parts parameters in practice,calculate the compensation in design size of integrated extrusion die and verified to produce qualified spur gear parts. Comparison results of the metallographic experiment and the numerical analysis reflect relationships between grain size and strain and hardness distribution of spur gear by cold extrusion.
KEY WORDS: spur gear,cold extrusion,numerical simulation,optimization design,integrated extrusion
冷挤压是一种少无切屑的压力加工工艺,是净成形和准净成形中应用最广泛的一种先进技术。它是将冷态的金属毛坯放入模具型腔里,在强大的压力和一定速度作用下,迫使金属从模腔中挤出来,从而获得所需形状、尺寸以及具有一定力学性能的挤压件。
我国冷挤压工业取得了长足的进步,中国已经成为世界上最有前景的冷挤压件市场。目前国内上规模的冷挤压企业生产大概 30 家左右(包括标准件和零件生产企业),主要的冷挤压生产企业包括:上海东芙冷锻制造有限公司、江苏森威精锻有限公司、江苏太平洋精密锻造有限公司、江苏飞船股份有限公司、天津丰田锻造部件有限公司、上海海威冷挤压有限公司、昆山禧玛诺自行车零件有限公司等。其中上海东芙冷锻制造有限公司,总占地 5.9 万平方米,同时拥有日本小松 6300KN,台湾精锻 8000KN 等一系列锻压机床,成为上海地区以至长三角地区冷锻行业的皎皎者[3]。
目前,国内许多高校和科研机构在冷挤压工艺、设备、CAD/CAE 等领域也取得了很多成果。上海交通大学国家模具 CAD 研究中心(NERC)与江苏森威精锻有限公司成立了“冷锻研究联合实验室”,在工艺数值分析、模具优化设计方面做了大量的工作。
哈尔滨工业大学研究 Mg-Al-Zn 合金在冷挤压中的变化,结果表明 Mg-Al-Zn合金在冷挤压过程中发生回复再结晶,从而导致大量的大角度的晶界,冷挤压后与原始组织相比,在基本面处的强度降低,但由于 Mg-Al-Zn 合金冷挤压后晶粒细化,所以通过拉伸实验表明 Mg-Al-Zn 合金机械性能得到提高,材料的各向异性变得更加明显。[4]
合肥工业大学在冷挤压金属流动方面作了大量的研究,以齿轮为例,采用浮动式凹模两步成形成功挤压出直齿圆柱齿轮,浮动式结构见图 1-1。结果表明凹模浮动结构在改善齿轮充填情况和降低成形载荷方面效果明显。[5]
南京航空航天大学依据 BP 神经系统预测出冷挤压模具的寿命。以多种材料如 300M 高强度钢、30CrMnSiA 等作为模具材料,以 LY12CZ 作为毛坯材料分别进行实验和数值分析,分别得到模具的平均寿命,实验和数值分析的结果表明两者的模具寿命值的吻合度达到了 98%以上。[6]
重庆工学院采用开式冷挤压模具对方形键槽的轴进行了实验和数值分析,同时对毛坯直径、入模角、键几何尺寸等参数进行了模拟分析,结果表明采用了内部镶块结构增加了模具寿命。
持续不断的工艺创新推动了冷挤压技术的发展。从 80 年代以来,国内外冷挤压专家开始将分流理论应用于直齿圆柱齿轮和螺旋齿轮的冷挤压成形。另外,引入闭塞冷挤压,即在封闭凹模内通过一个或两个冲头单向或对向挤压金属一次成形,获得无飞边的净成形冷挤压件。一些轿车冷挤压零件,如行星和半轴齿轮、星形套、十字轴等,如果采用切削加工方法,不仅材料利用率很低(平均不到40%),而且耗费工时多,生产成本极高。国外采用闭塞冷挤压技术生产这些净成形锻件,省去绝大部分切削加工,成本大幅度降低。
随着计算机技术的飞速发展和 70 年代塑性有限元理论的发展,许多塑性成形过程中很难求解的问题可以用有限元方法求解。冷挤压成形工艺领域,通过建模和合适的边界条件的确定,有限元数值模拟技术可以很直观地得到金属流动过程的应力、应变、模具受力、模具失效情况及冷挤压件可能出现的缺陷情况。这些重要信息的获得对确定模具结构,模具的选材、热处理及成形工艺的最终方案有着重要的指导意义。目前,有效的数值模拟软件是以弹塑性、刚塑性等有限元法为基础建立的,包括 DEFORM,QFORM,FORGE,MSC/SUPERFORM 等[8]。
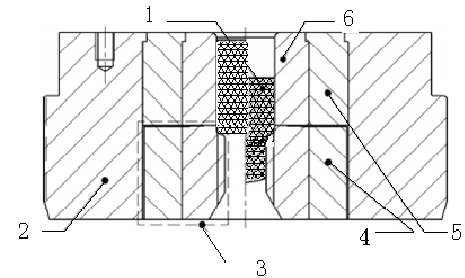
正冷挤压直齿圆柱齿轮的成形部分结构图
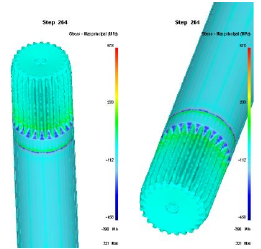
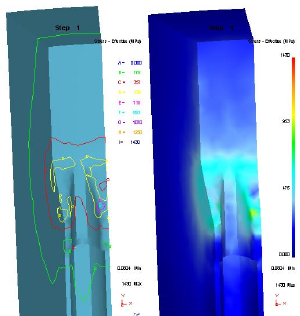
最大主应力的分布
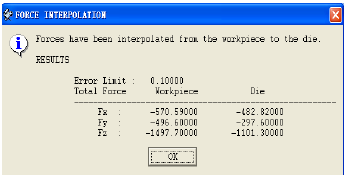
零件表面载荷转移到模具表面
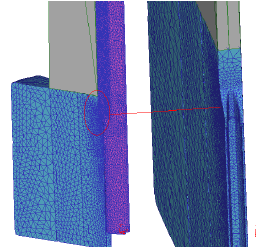
模具和应力圈网格划分后的结果
凹模的等效应力分布图
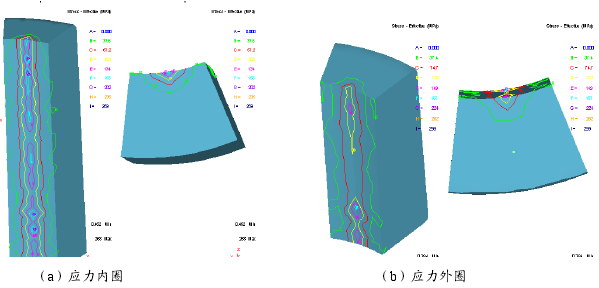
应力圈的等效应力分布
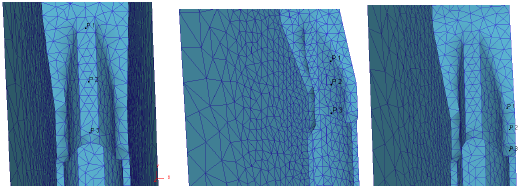
测量各部分弹性偏移量选取的点
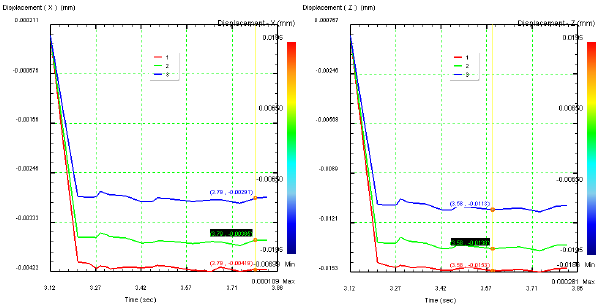
齿顶上三点在 X 和 Z 方向 6s 内的弹性偏移曲线
目 录
摘 要
ABSTRACT
第一章 绪 论
1.1 冷挤压技术
1.1.1 国内冷挤压生产和研究现状
1.1.2 冷挤压技术发展趋势
1.2 直齿圆柱齿轮简介
1.2.1 主要参数和传动特点
1.2.2 直齿圆柱齿轮主要加工方法
1.3 直齿圆柱齿轮挤压加工
1.3.1 直齿圆柱齿轮挤压技术的发展
1.3.2 直齿圆柱齿轮挤压工艺研究
1.3.3 直齿圆柱齿轮冷挤压的理论研究
1.3.4 直齿圆柱齿轮精挤压技术的发展趋势
1.4 论文研究内容和意义
第二章 非线性有限元基础理论
2.1 引言
2.1.1 材料非线性的本构关系
2.1.2 几何非线性的应力张量
2.2 非线性方程组的解法
2.3 影响有限元计算精度的主要因素
2.4 DEFORM 简介
2.5 本章小结
第三章 直齿圆柱齿轮冷挤压成形过程数值分析
3.1 直齿圆柱齿轮冷挤压方式
3.2 直齿圆柱齿轮冷挤压方式的对比
3.3 直齿圆柱齿轮冷挤压变形程度理论分析
3.4 直齿圆柱齿轮径向冷挤压模拟
3.4.1 材料属性设定
3.4.2 数值分析过程设置
3.5 齿数对径向冷挤压直齿圆柱齿轮的影响
3.5.1 充填性能分析
3.5.2 载荷—行程曲线分析
3.5.3 主应力和等效应变分析
3.6 模数对径向冷挤压直齿圆柱齿轮的影响
3.7 过渡圆角半径对径向冷挤压直齿圆柱齿轮的影响
3.8 DEFORM 中有限元网格和对称面的影响
3.9 工艺改进
3.10 本章小结
第四章 直齿圆柱齿轮零件模具设计和实验验证
4.1 直齿圆柱齿轮冷挤压零件的模具设计
4.1.1 模具结构设计
4.1.2 模具工作部分设计
4.2 实验验证
4.2.1 直齿圆柱齿轮冷挤压实验
4.2.2 直齿圆柱齿轮金相流线实验
4.3 直齿圆柱齿轮冷挤压实验结果分析
4.3.1 实验结果和数值分析结果对比
4.3.2 应变大小对晶粒的影响
4.3.3 硬度实验分析
4.4 本章小结
第五章 直齿圆柱齿轮模具尺寸优化
5.1 尺寸精度影响分析
5.2 模具的弹性变形分析
5.2.1 弹性分析前的设置
5.2.2 模具弹性变形和回复结果分析
5.2.3 零件的弹性回复分析
5.3 补偿轮廓曲线实验验证
5.3.1 补偿轮廓曲线绘制
5.3.2 直齿圆柱齿轮轮廓影像测量实验
5.3.3 影像测量结果分析
5.4 本章小结
第六章 结论与展望
6.1 结论
6.2 展望
参考文献
攻读硕士学位期间发表的学术论文及取得的相关科研成果
致 谢
(如您需要查看本篇毕业设计全文,请您联系客服索取)