24аЁЪБТлЮФЖЈжЦШШЯп
![]()
24аЁЪБТлЮФЖЈжЦШШЯп
![]()
еЊ вЊ
ЁЁЁЁЫцзХШЋЧђЙЄвЕЕФИпЫйЗЂеЙЃЌФмдДКЭзЪдДШевцМѕЩйЃЌН№ЪєМгЙЄЙЄвЕвВдкЯђзХЕЭФмКФЃЌИпРћгУТЪЃЌИпЩњВњТЪЕФЗНЯђНјаазЊБфЁЃТСКЯН№ВФСЯвдЦфжЪСПЧсЃЌБШЧПЖШИпЃЌПЙИЏЪДадФмКУЃЌЛиЪеРћгУТЪИпж№НЅЬцДњИжВФГЩЮЊЙЄвЕЩњВњжаЕФжїСІВФСЯЁЃ
ЁЁЁЁДЋЭГЕФН№ЪєаЭТСМўж§дьЃЌВФСЯРћгУТЪЕЭЃЌЩњВњаЇТЪВюЃЌВЛЗћКЯДѓЙцФЃЩњВњЕФашвЊЁЃбЙСІж§дьЪєгкОЋУмж§дьЕФвЛжжЃЌОпгаНЯИпЕФВњЦЗОЋЖШЃЌБэУцжЪСПКЭЩњВњаЇТЪЃЌИпЖШздЖЏЛЏЕФЩњВњФЃЪНЪЪКЯДѓЙцФЃЙЄвЕЩњВњЃЌдкТСКЯН№ж§дьвЕжаеМОндНРДдНживЊЕФЕиЮЛЁЃ
ЁЁЁЁБОЮФвдФГаЭКХЦћГЕгЭБУТСКЯН№жЇМмЮЊбаОПЖдЯѓЃЌДгбЙж§МўаЮзДЬиеїЃЌГпДчОЋЖШКЭНсЙЙвЊЫиЕШЗНУцЗжЮіСЫбЙж§МўЕФЙЄвеадЁЃИљОнвбгаЩшБИ DCC-400 ЮдЪНРфбЙЪвбЙж§ЛњжЦЖЈСЫбЙж§ЩњВњЕФЙЄвеВЮЪ§ЃЌИљОнж§МўаЮзДЬиЕуЃЌРћгУ UG NX ШэМўЩшМЦСЫж§МўЕФННзЂЯЕЭГЃЌВЩгУШ§ЬѕЕШЕШПэФкННПкНјааННзЂЃЌНЋННзЂЯЕЭГФЃаЭЕМШыжСж§дьФЃФтШэМў ProCAST жаЃЌвдННзЂЮТЖШЃЌбЙЩфЫйЖШЃЌФЃОпдЄШШЮТЖШзїЮЊПМВьВЮЪ§ЃЌвдж§МўЫѕЫЩЫѕПзТЪзїЮЊЦРМлвРОнЃЌВЩгУе§НЛЪЕбщЗЈЖдФЃФтНсЙћНјааЙЄвеЗжЮіЃЌбЁдёГізюРэЯыЕФЙЄвеЗНАИЁЃзюКѓЕУГіЃЌбЙЩфЫйЖШ 1.33m/sЃЌФЃОпЮТЖШ250ЁцЃЌННзЂЮТЖШ 650ЁцЪБЃЌж§МўЕФжЪСПзюгХЃЌМЋВюЗжЮіНсЙћЯдЪОдкДЫР§жаЃЌЖдбЙж§МўЕФгАЯьзюДѓЕФЪЧбЙЩфЫйЖШЁЃ
ЁЁЁЁЙЄвеЗНАИжЦЖЈЭъБЯКѓЃЌНјаабЙж§ФЃОпЕФЩшМЦЃЌбЁдёж§МўВрУцжаВПзїЮЊЗжаЭУцЃЛИљОнЫљбЁбЙж§ЛњЃЌМЦЫуСЫГЩаЭСуМўГпДчЃЌВЂЭъГЩСЫГЩаЭМАНсЙЙСуМўЕФЩшМЦЃЛПМТЧЕНж§МўЕФЭЈПзЬиЕуЃЌЩшМЦВЩгУСЫаБЯњВрГщаОЛњЙЙЃЛЗжЮіСЫж§МўЭЦГіЪБЕФашЧѓЃЌШЗЖЈВЩгУЪЎИљжБОЖЮЊφ8mm ЕФЭЦИЫзщГЩЕФЭЦГіЛњЙЙЃЛУшЪіСЫбЙж§ЛњЕФВФСЯбЁдёКЭММЪѕвЊЧѓЃЌВЂНјааСЫФЃОпЕФзмзАКЭЙ§ГЬФЃФтЁЃ
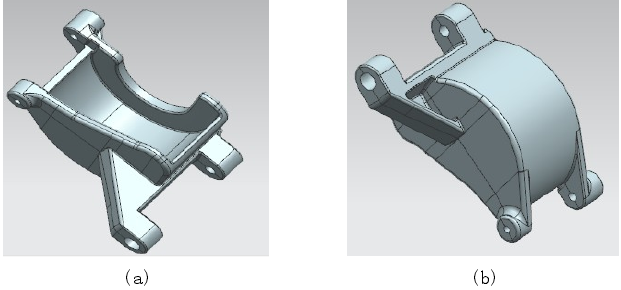
ЁЁЁЁЙиМќДЪЃКТСКЯН№жЇМмЃЛФЃОпЩшМЦЃЛННзЂЯЕЭГЃЛЪ§жЕФЃФтЃЛбЙж§ЙЄве
Abstract
ЁЁЁЁWith the rapid development of the global industrial, energy and dwindling resources, metal processing industry also shift toward the direction of low-power, high utilization, high productivity. Because aluminum alloy has the advantages of light weight, high strength, good corrosion resistance, high recycling rates, so gradually replace steel as the main material in the industrial production. Traditional metal aluminum casting method does not meet the needs of large-scale production because of its material utilization is low, the production efficiency is poor. With high accuracy, surface quality and production efficiency advantages of pressurecasting occupy an increasingly important position in the aluminum casting industry.In this paper, an automotive oil pump aluminum bracket as the object of study, we analyzed the parts from the shape of the product characteristics, dimensional accuracy and structural characteristics. Developed a die-casting process parameters based on existing equipment DCC-400 die-casting machine. According to the characteristics of shape castings, casting gating system UG NX software design, the use of three equal width pouring gate and gating system model is imported to the casting simulation software ProCAST, pouring temperature, injection speed, mold temperature as the parameters of the inspection, casting shrinkage rate as a basis for evaluation, orthogonal experiment, the simulation results for process analysis to select the optimal process. The analysis of the results obtained when the injection speed is 1.33m / s, mold temperature is 250 ° C, and the pouring temperature is 650 ° C, the casting has the best quality. Range analysis results show that in this case, the impact on the quality of the part is injection speed.
ЁЁЁЁAfter determine the process parameters, we began to mold design, choose the middle of the side of the casting parting surface; calculated according to the selected die-casting equipment forming part size, and molding and structural components of the design; taking into account the casting hole features, design angle pin side core-pulling mechanism; analysis of the demand for castings launched to determine the ten diameter of f8mm putting ejection mechanism; Keywords: Aluminum alloy bracket; Mold design; Gating system; Numerical simulation; Die-casting process.describes the choice of materials and technical requirements of the die-casting machine, and the mold assembly and process simulation.
ЁЁЁЁЫцзХШЋЧђЙЄвЕЕФИпЫйЗЂеЙЃЌФмдДКЭзЪдДШевцМѕЩйЃЌН№ЪєВФСЯМгЙЄЙЄвЕвВЫГЪБЖјЖЏЃЌЯђзХИпаЇТЪЃЌИпИНМгжЕЃЌЕЭФмКФЃЌЕЭЮлШОЕФЗНЯђЗЂеЙЃЌБШЦ№ДЋЭГЕФИжЬњВФСЯЃЌТСКЯН№ВФСЯОпгаУїЯдЕФгХЪЦЃЌдкЪРНчОМУИпЫйЗЂеЙЕФНёЬьЃЌТСКЯН№вђЦфЗћКЯНЕЕЭФмдДгыФмдДЯћКФЁЂИФЩЦЛЗБЃЁЂНЕЕЭГЩБОгыЬсИпОМУаЇвцЕФЪРНчОМУЗЂеЙЕФашвЊЃЌДњЬцИжВФГЩЮЊСЫШЫУёЩњЛюКЭОМУВПУХЛљДЁЕФВФСЯЕиЮЛЁЃ
ЁЁЁЁбЙж§МўЕФГпДчКЭжЪСПЃЌШЁОігкбЙж§ЛњЕФЙІТЪЁЃгЩгкбЙж§ЛњЕФЙІТЪВЛЖЯдіДѓЃЌбЙж§МўЭтаЮГпДчПЩвдДгМИКСУзЕН 1ЁЋ2m;жЪСППЩвдДгМИПЫЕНЪ§ЪЎЧЇПЫЃЌЯждкЙњЭтвбОПЩвдЩњВњжБОЖ 2mЃЌжиСПДя 50kg ЕФбЙж§МўЁЃбЙж§МўвбЙуЗКЕигІгУдкЙњУёОМУЕФИїааИївЕжаЃЌШчБјЦїЁЂЦћГЕгыФІЭаГЕЁЂКНПеКНЬьВњЦЗЁЂЕчЦївЧБэЁЂЮоЯпЕчЭЈаХЦїМўЁЂМЦЫуЛњЁЂХЉвЕЛњОпЁЂвНСЦЦїаЕЁЂЯДвТЛњЁЂЕчЪгЛњЁЂЕчБљЯфЁЂжгБэЁЂееЯрЛњЁЂШегУЮхН№МўвдМАНЈжўзАЪЮМўЕШИїжжВњЦЗЕФСуВПМўЕФЩњВњЗНУц[1]ЁЃбЙСІж§дьЙ§ГЬЪЧвЛИіЗЧГЃИДдгЕФСїЖЏЁЂДЋШШвдМАДЋжЪЕФЙ§ГЬ[2]ЁЃгыДЋЭГЕФж§дьММЪѕЯрБШЃЌбЙСІж§дьЪЧвЛжжаТаЭЕФж§дьММЪѕЗжжЇ[3]ЁЃбЙж§ГЩаЭОпгаЩњВњаЇТЪИпЃЌздЖЏЛЏГЬЖШИпЃЌж§МўжЪСПЮШЖЈЃЌБэУцОЋЖШИпЕШЕШгаЕуЃЌЫфШЛЯрЖдгкДЋЭГж§дьЪжЖЮЖјбдЃЌЦфФЃОпГЩБОБШНЯИпАКЃЌдкДѓХњСПЩњВњжаЃЌН№ЪєФЃбЙж§ГЩаЭЕФгХЪЦвЊдЖдЖДѓгкФЃОпГЩБОДјРДЕФВЛРћгАЯьЃЌИќЕЭЕФзлКЯГЩБОЪЙЦфИќМгЪЪКЯгУгкДѓХњСПЩњВњЁЃ
ЁЁЁЁНќФъРДЃЌЦћГЕЙЄвЕЕФЗЩЫйЗЂеЙИјбЙж§ГЩаЭЕФЩњВњДјРДСЫЛњгіЁЃГігкЩчЛсЖдПЩГжајЗЂеЙКЭКЭЛЗОГБЃЛЄЕФвЊЧѓЃЌЦћГЕЙЄвЕБиаыбАЧѓИќМгЛЗБЃЃЌЧсСПЃЌНкФмЕФВФСЯЁЃбЙж§ТСКЯН№ж§МўЯрБШНЯгкДЋЭГЕФИжЬњМўЖјбдЃЌдкБЃжЄЧПЖШЕФЭЌЪБЃЌПЩНЕЕЭ 30%вдЩЯЕФжЪСПЃЌЭЌЪБЃЌбЙж§ТСКЯН№МўЛЙОпгаСМКУЕФЩЂШШадЃЌЪЪгУгкгІгУдНРДдНЙуЗКЕФЮаТждібЙЦћГЕЃЌЬсИпСЫЦћГЕЕФааГЕАВШЋадЁЃзЈвЕШЫЪПжИГі:ЦћГЕЙЄвЕЭЛЗЩУЭНјЃЌгааЇЭЦЖЏбЙж§ЩњВњГжајдіГЄЃЌетНЋНјвЛВНЭЦЖЏбЙж§ТСКЯН№ЕФЗЂеЙ[4]ЁЃ
ЁЁЁЁвђДЫЃЌдкЮвЙњЦћГЕаавЕИпЫйЗЂеЙЕФЕБЯТЃЌТСКЯН№бЙж§аавЕгазХЙуРЋЕФЪаГЁЧАОАЁЃЙњФкЕФбЙж§аавЕОРњСЫАыИіЖрЪРМЭЕФЗЂеЙЃЌвбОЗЂеЙЮЊОпгаКмДѓЙцФЃЕФВњвЕЃЌВЂБЃГжУПФъ 8%ЁЋ12%ЕФИпЫйдіГЄЬЌЪЦЃЌЕЋЪЧЩњВњЕЅЮЛЕФзлКЯОКељСІЃЌжївЊЮЪЬтБэЯждкММЪѕбаЗЂЕФЭЖзЪдЖдЖТфКѓгкЩњВњЙцФЃЕФЭЖзЪЃЌОгЊЗНЪНТфКѓИњВЛЩЯЪаГЁЗЂеЙЕФНХВНЁЃДгзмЬхПДЃЌЮвЙњбЙж§ЙЄвЕЫЎЦНЛЙБШНЯТфКѓЃЌжївЊБэЯждкбЙж§МўеМзмЬхж§дьМўЕФБШТЪаЁЃЌбЙж§ЩњВњЙЄвеЛЙБШНЯТфКѓЃЌздЖЏЛЏГЬЖШВЛИпЃЌДѓаЭбЙж§МўЩњВњФмСІНЯВюЕШЃЌЖјетаЉВюОрвВЮЊЮвЙњбЙж§вЕЗЂеЙЬсЙЉСЫЙуРЋЕФПеМфЁЃ
ЁЁЁЁЫцзХЩчЛсЩњВњСІЕФВЛЖЯНјВНЃЌЧсСПЛЏЁЂОЋШЗЛЏЁЂИпаЇЛЏЁЂЪ§зжЛЏМАЧхНрЛЏЪЧЮДРДж§дьЕШВФСЯГЩаЮМгЙЄММЪѕЕФживЊЗЂеЙЗНЯђЁЃЯТУцМђвЊНщЩмбЙж§аТММЪѕЕФЗЂеЙЁЃбЙж§МўГфаЭЪБДцдкЕФжївЊЮЪЬтЪЧИпЫйбЙЩфЯТДјРДЕФЮЩСїКЭОэЦјЃЌШчЙћаЭЧЛФкЦјЬхУЛгаЭъШЋХХГіНЋЛсЕМжТбЙж§МўФкВПГіЯжЦјПзКЭЪшЫЩЕШШБЯнЁЃетжжШБЯнЖдбЙж§МўЕФадФмКЭЭтЙлВњЩњВЛРћгАЯьЃЌЭЌЪБвВЕМжТТСКЯН№бЙж§МўЮоЗЈНјааШШДІРэЁЃЮЊСЫНтОіетИіЮЪЬтЃЌЙњФкЭтВЩгУСЫвЛаЉаТЕФЙЄвеДыЪЉЁЃ
ЁЁЁЁецПебЙж§ бЙж§МўВњЩњЦјПзЕФвЛИіживЊдвђЪЧЦјЬхШмНтгкН№ЪєвКжаЃЌгЩгкбЙСІж§дьЕФЬиадЃЌж§МўФ§ЙЬЫйЖШЗЧГЃПьЃЌЕМжТЦјЬхЮоЗЈХХГ§аЮГЩЦјПзЃЌЭЈЙ§РћгУИЈжњЩшБИНЋбЙж§ФЃаЭЧЛФкЕФПеЦјГщГ§ЃЌдкецПезДЬЌЯТНЋН№ЪєвКбЙж§ГЩаЭЃЌПЩвдЯдзХНЕЕЭбЙж§МўжаЕФЦјПзЃЌдіДѓбЙж§МўЕФжТУмЖШЃЌЬсИпСЫбЙж§МўЕФБэУцжЪСПКЭСІбЇадФмЃЌЪЙбЙж§МўФмЙЛЪЕЯжШШДІРэЃЌДгЖјНјвЛВНЬсИпж§МўЕФадФмЁЃ
ЁЁЁЁМгбѕбЙж§КЭЖЈЯђГщЦјМгбѕбЙж§ МђГЦ Pore Free Die CastingЃЌдкТСН№ЪєвКГфЬюаЭЧЛжЎЧАЃЌдкбЙЪвКЭаЭЧЛжаЪЙгУбѕЦјГфЬюВЂХХГіЦфЫћЦјЬхЁЃбЙЩфЪБЭЈЙ§ХХЦјВлХХГібѕЦјЃЌЖјЮДХХГіЕФбѕЦјгыТСвКЗЂЩњЛЏбЇЗДгІВњЩњ Al2O3аЁПХСЃЃЌЗжЩЂдкж№НЅФкВПЃЌМѕЩйж§МўФкВПКЌЦјСПЃЌВЛгАЯьСІбЇадФмЃЌВЂПЩЪЙбЙж§МўНјааШШДІРэЁЃ
ЁЁЁЁОЋЫйУмбЙж§ ЕБН№ЪєвКПЊЪМЬюГфЃЌж§МўЭтПЧФ§ЙЬКѓЃЌбЙЩфГхЭЗБуЮоЗЈЧАНјОЋЫйУмбЙж§ВЩгУЕФбЙж§ЛњгавЛДѓвЛаЁСНИіГхЭЗЁЃбЙЩфЖЏзїПЊЪМЪБЃЌДѓЁЂаЁГхЭЗЭЌЪБНјаабЙЩфЃЌЕБж§МўЭтПЧФ§ЙЬКѓЃЌаЁГхЭЗМЬајЧАНј 50ЁЋ152mmЃЌАббЙЪвФкВПЮДФ§ЙЬЕФН№ЪєвКбЙШыаЭЧЛЃЌЦ№бЙЪЕКЭВЙЫѕзїгУЁЃ
ЁЁЁЁАыЙЬЬЌбЙж§ АыЙЬЬЌбЙж§ЪЧЕБН№ЪєвКдкФ§ЙЬЪБЃЌНјааЧПСвЕФНСАшЃЌВЂдквЛЖЈЕФРфШДЫйЖШЯТЛёЕУвЛАыЛђИќИпЕФЙЬЬхзщЗжЕФНЌСЯЃЌгУетжжНЌСЯНјаабЙж§ЕФЗНЗЈЁЃгыШЋвКЬЌН№ЪєбЙж§ЯрБШЃЌАыЙЬЬЌбЙж§ГфЬюЪБЩйХчНІЁЂЮоЭФСїЁЂОэШыПеЦјЩйЁЂЪеЫѕаЁвджСгкбЙж§МўВЛвзГіЯжЫѕЫЩКЭЫѕПзЃЌДѓДѓЬсИпСЫбЙж§МўЕФжЪСПЃЛДЫЭтЃЌаЁЕФШШГхЛївВЬсИпСЫбЙж§ФЃЕФЪЙгУЪйУќЁЃ
ЁЁЁЁТСКЯН№жЇМмбЙж§ФЃОпећЬхЩшМЦЃК
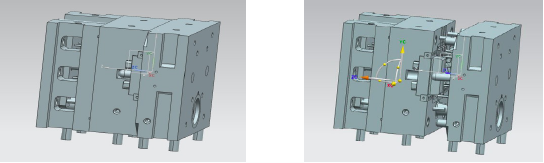
ж§МўСЂЬхЭМ
ж§МўЗжаЭУцЩшжУ
ГЃМћГщаОЛњЙЙЕФНсЙЙзщГЩ
ЭЦИЫНсЙЙ
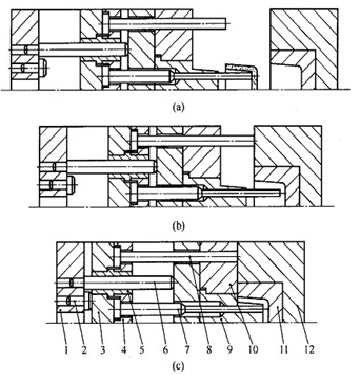
ИДЮЛЛњЙЙЕФЖЏзїЙ§ГЬ
ФЃОпПЊКЯФЃЪОвтЭМ
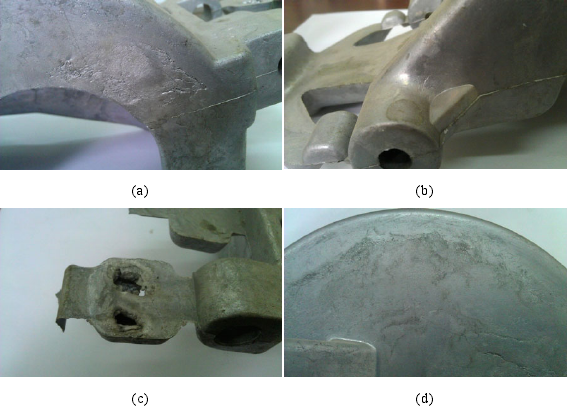
ЪЕМЪВњЦЗШБЯнЪОвтЭМ
ФПТМ
ЁЁЁЁЕквЛеТ аїТл
ЁЁЁЁЁЁЁЁ1.1 ТСКЯН№жЦдьвЕЕФЗЂеЙИХПі
ЁЁЁЁЁЁЁЁ1.2 бЙж§ММЪѕЕФЗЂеЙзДПі
ЁЁЁЁЁЁЁЁЁЁЁЁ1.2.1 бЙж§ММЪѕЗЂеЙЗНЯђ
ЁЁЁЁЁЁЁЁЁЁЁЁ1.2.2 бЙж§ФЃОпЩшМЦММЪѕЕФЯжзД
ЁЁЁЁЁЁЁЁ1.3 ж§дьЙ§ГЬЪ§жЕФЃФтММЪѕММЪѕбаОПЧщПі
ЁЁЁЁЁЁЁЁЁЁЁЁ1.3.1 ж§дьЪ§жЕФЃФтЕФЗЂеЙЧїЪЦгыЧАОА
ЁЁЁЁЁЁЁЁЁЁЁЁ1.3.2 ЙњФкЭтж§дьЪ§жЕФЃФтЕФгІгУЯжзД
ЁЁЁЁЁЁЁЁ1.4 БОПЮЬтЕФжївЊЙЄзїФкШнМАПЮЬтДДаТЕу
ЁЁЁЁЁЁЁЁЁЁЁЁ1.4.1 баОПЁЂЯћЛЏВњЦЗЭМ
ЁЁЁЁЁЁЁЁЁЁЁЁ1.4.2 ЖдбЙж§МўНјааЙЄвеЗжЮі
ЁЁЁЁЁЁЁЁЁЁЁЁ1.4.3 ФтЖЈФЃОпзмЬхЩшМЦЕФГѕВНЗНАИ
ЁЁЁЁЁЁЁЁЁЁЁЁ1.4.4 ЛцжЦСуМўЭМжН
ЁЁЁЁЁЁЁЁЁЁЁЁ1.4.5 жЦЖЈФЃФтЙЄве
ЁЁЁЁЁЁЁЁ1.5 ПЮЬтбаОПЕФДДаТЕу
ЁЁЁЁЕкЖўеТ бЙж§Ъ§жЕФЃФтММЪѕЕФРэТлЛљДЁ
ЁЁЁЁЁЁЁЁ2.1 ж§дьЙ§ГЬФЃФтЕФжївЊФкШн
ЁЁЁЁЁЁЁЁЁЁЁЁ2.1.1 ж§МўГфаЭЙ§ЕФГЬЪ§жЕФЃФт
ЁЁЁЁЁЁЁЁЁЁЁЁ2.1.2 ж§МўФ§ЙЬЙ§ГЬЕФЪ§жЕФЃФт
ЁЁЁЁЁЁЁЁЁЁЁЁ2.1.3 ж§дьгІСІГЁЪ§жЕФЃФт
ЁЁЁЁЁЁЁЁЁЁЁЁ2.1.4 ж§МўЮЂЙлзщжЏЪ§жЕФЃФт
ЁЁЁЁЁЁЁЁ2.2 Н№ЪєвКЬхСїЖЏЕФРэТлЛљДЁ
ЁЁЁЁЁЁЁЁЁЁЁЁ2.2.1 ИЅТхУЗЖћ(Frommer)РэТл
ЁЁЁЁЁЁЁЁЁЁЁЁ2.2.2 ВМРМЬи(Brandt)РэТл
ЁЁЁЁЁЁЁЁЁЁЁЁ2.2.3 АЭЖйРэТл
ЁЁЁЁЁЁЁЁ2.3 ж§дьФЃФтШэМў ProCAST НщЩм
ЁЁЁЁЁЁЁЁ2.4 ProCAST ШэМўЕФдЫгУ
ЁЁЁЁЁЁЁЁЁЁЁЁ2.4.1 ProCAST ЕФЪЪгУЗЖЮЇ
ЁЁЁЁЁЁЁЁЁЁЁЁ2.4.2 ProCAST ШэМўЕФФЃФтСїГЬ
ЁЁЁЁЁЁЁЁЁЁЁЁ2.4.3 Ъ§бЇФЃаЭЕФНЈСЂ
ЁЁЁЁЁЁЁЁЁЁЁЁ2.4.4 БпНчЬѕМўЕФЩшжУ
ЁЁЁЁЁЁЁЁЁЁЁЁ2.4.5 бЙж§ЩшБИЕФбЁдё
ЁЁЁЁЁЁЁЁЁЁЁЁ2.4.6 бЙж§ТСКЯН№бЁдё
ЁЁЁЁЁЁЁЁЁЁЁЁ2.4.7 бЙж§ВЮЪ§ЕФбЁдё
ЁЁЁЁЕкШ§еТ бЙж§Й§ГЬЪ§жЕФЃФтКЭНсЙћЗжЮі
ЁЁЁЁЁЁЁЁ3.1 ННзЂЯЕЭГНЈФЃ
ЁЁЁЁЁЁЁЁЁЁЁЁ3.1.1 ФкННПкЕФЩшМЦ
ЁЁЁЁЁЁЁЁЁЁЁЁ3.1.2 ННПкЬзЕФНсЙЙ
ЁЁЁЁЁЁЁЁЁЁЁЁ3.1.3 ННзЂЯЕЭГСуМўЕФВФСЯКЭгВЖШЕФвЊЧѓ
ЁЁЁЁЁЁЁЁЁЁЁЁ3.1.4 ХХвчЯЕЭГЩшМЦ
ЁЁЁЁЁЁЁЁ3.2 бЙж§Й§ГЬЕФФЃФтВНжш
ЁЁЁЁЁЁЁЁЁЁЁЁ3.2.1 ФЃаЭЕФЕМШы
ЁЁЁЁЁЁЁЁЁЁЁЁ3.2.2 ЭјИёЛЎЗж
ЁЁЁЁЁЁЁЁЁЁЁЁ3.2.3 ВФСЯИГжЕ
ЁЁЁЁЁЁЁЁЁЁЁЁ3.2.4 ФЃФтдЫЫу
ЁЁЁЁЁЁЁЁЁЁЁЁ3.2.5 ФЃФтКѓДІРэ
ЁЁЁЁЁЁЁЁ3.3 ФЃФтЗжЮіНсЙћЕФЗжЮіЗНАИ
ЁЁЁЁЁЁЁЁЁЁЁЁ3.3.1 е§НЛЪдбщЩшМЦЗНЗЈ
ЁЁЁЁЁЁЁЁЁЁЁЁ3.3.2 бЙж§ВЮЪ§бЁШЁКЭЫЎЦНЕФШЗЖЈ
ЁЁЁЁЁЁЁЁ3.4 Ъ§жЕФЃФтНсЙћЗжЮі
ЁЁЁЁЁЁЁЁЁЁЁЁ3.4.1 ж§МўГфаЭЙ§ГЬ
ЁЁЁЁЕкЫФеТ бЙж§ФЃОпЕФећЬхЩшМЦ
ЁЁЁЁЁЁЁЁ4.1 бЙж§ФЃЩшМЦЕФжИЕМЫМЯыКЭжївЊФкШн
ЁЁЁЁЁЁЁЁЁЁЁЁ4.1.1 ЩшМЦбЙж§ФЃЛљБОЩшМЦЫМЯы
ЁЁЁЁЁЁЁЁЁЁЁЁ4.1.2 бЙж§ФЃЩшМЦЕФжївЊФкШн
ЁЁЁЁЁЁЁЁ4.2 ж§МўЙЄвеадЗжЮі
ЁЁЁЁЁЁЁЁЁЁЁЁ4.2.1 ж§МўСЂЬхЭММАЙЄГЬЭМ
ЁЁЁЁЁЁЁЁ4.3 ж§МўЗжаЭУцШЗЖЈ
ЁЁЁЁЁЁЁЁ4.4 бЙж§ЛњаЭКХЕФбЁдё
ЁЁЁЁЁЁЁЁЁЁЁЁ4.4.1 ШЗЖЈбЙж§ЛњЕФЫјФЃСІ
ЁЁЁЁЁЁЁЁ4.5 ГЩаЭСуМўЩшМЦ
ЁЁЁЁЁЁЁЁЁЁЁЁ4.5.1 ГЩаЭЪеЫѕТЪ
ЁЁЁЁЁЁЁЁЁЁЁЁ4.5.2 ЭбФЃаБЖШ
ЁЁЁЁЁЁЁЁЁЁЁЁ4.5.3 ГЩаЭГпДчМЦЫу
ЁЁЁЁЁЁЁЁЁЁЁЁ4.5.4 аЭЧЛГпДчМЦЫу
ЁЁЁЁЁЁЁЁЁЁЁЁ4.5.5 аЭаОГпДчМЦЫу
ЁЁЁЁЁЁЁЁЁЁЁЁ4.5.6 жааФОрЮЛжУГпДчМЦЫу
ЁЁЁЁЁЁЁЁ4.6 ВрГщаОЛњЙЙЕФЩшМЦ
ЁЁЁЁЁЁЁЁЁЁЁЁ4.6.1 ВрГщаОЯЕЭГИХЪі
ЁЁЁЁЁЁЁЁЁЁЁЁ4.6.3 ГщаОСІКЭГщаООрРы
ЁЁЁЁЁЁЁЁЁЁЁЁ4.6.4 аБЯњГщаОЛњЙЙ
ЁЁЁЁЁЁЁЁ4.7 ЦфЫћСуМўЕФЩшМЦ
ЁЁЁЁЁЁЁЁЁЁЁЁ4.7.1 ФЃПђГпДчМЦЫу
ЁЁЁЁЁЁЁЁЁЁЁЁ4.7.2 ЭЦГіАхЕФЩшМЦ
ЁЁЁЁЁЁЁЁЁЁЁЁ4.7.3 ФЃПђЕМЯђЕФГпДч
ЁЁЁЁЁЁЁЁЁЁЁЁ4.7.4 ЭЦГіЛњЙЙЕФЩшМЦ
ЁЁЁЁЁЁЁЁ4.8 бЙж§ФЃЕФВФСЯбЁдёМАММЪѕвЊЧѓ
ЁЁЁЁЁЁЁЁЁЁЁЁ4.8.1 бЙж§ФЃЕФВФСЯбЁдё
ЁЁЁЁЁЁЁЁЁЁЁЁ4.8.2 бЙж§ФЃЕФММЪѕвЊЧѓ
ЁЁЁЁЁЁЁЁ4.9 ВњЦЗШБЯнЪЕР§Лузм
ЁЁЁЁЕкСљеТ ТлЮФзмНс
ЁЁЁЁВЮПМЮФЯз
ЁЁЁЁЫЖЪПЦкМфЗЂБэТлЮФ
ЃЈШчФњашвЊВщПДБОЦЊБЯвЕЩшМЦШЋЮФЃЌЧыФњСЊЯЕПЭЗўЫїШЁЃЉ
НЋЮЂаХЖўЮЌТыБЃДцЕНЯрВс

ДђПЊЮЂаХЩЈвЛЩЈДгЯрВсЪЖБ№
1.ЕуЛїЯТУцАДХЅИДжЦQQКХ
3008637063
2.ДђПЊQQЁњЬэМгКУгб/ШК
еГЬљQQКХЃЌМгЮвЮЊКУгб