24小时论文定制热线
![]()
24小时论文定制热线
![]()
摘要:本文介绍了一种新型的快速夹紧多功能顶尖的结构原理。针对现行使用的顶尖功能的单一性等问题, 研究设计一种集现行四种顶尖功能于一身的多功能顶尖, 并对其结构设计及正确的使用方法进行说明。下面对这种结构设计进行论述。大连职业技术
关键词:顶尖; 快速; 多功能; 夹紧; 变换; 定位;
1、背景
在实际的机械加工生产过程中, 加工轴类零件的各个外表面时, 通常使用顶尖定位装夹方法, 用顶尖作为定位基准, 能做到基准统一, 各个外圆面的同心度高, 跳动小, 保证了加工精度等。而双顶尖装夹方法就是其中一种, 所谓双顶尖装夹方法就是除在床尾一端有顶尖外, 在主轴一端也插入一个与主轴中心孔莫氏锥度相当的顶尖, 是为了切削带有不同直径的轴类零件而采取的一种装夹工艺, 主要是为了保证不同直径段的同轴度形位公差。轴的两端都要打上中心孔, 还要有带动零件旋转的夹具 (例如:拔盘、拔杆、鸡心夹头等) 。而双顶尖定位装夹方法通常是将鸡心夹头与工件固定在一起, 然后通过拔杆或拔盘的旋转拔动鸡心夹头同时带动工件一同旋转。这种加工方法, 装夹时间长, 每一个工件加工前都要将鸡心夹头固定在工件上, 加工完后再拆下。有时加工完的表面再安装上鸡心夹头, 在装夹过程中已加工完表面容易划伤, 增加表面粗糙度。另外, 安装鸡心夹头位置的轴类表面需要加工时, 通常都是将鸡心夹头安装到轴类零件的另一端, 这样加工过程中就需要二次“调头”进行再生产, 效率极低, 而且同一个鸡心夹头装夹被加工工件的直径范围有限的, 还要根据工件直径来选取鸡心夹头的规格。
如图1、2所示, 即普通车床和普通外圆磨床的加工示意图。
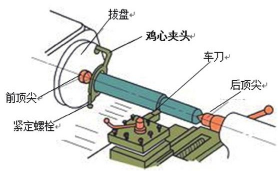
图1 普通车床双顶尖装夹示意图
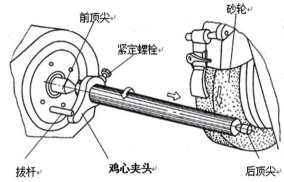
图2 普通外圆磨床双顶尖装夹示意图
以上两种方法, 通常是将鸡心夹头与工件固定在一起, 然后通过拔杆或拔盘的旋转拔动鸡心夹头同时带动工件一同旋转。这种加工方法, 装夹时间长, 每一个工件加工前都要将鸡心夹头固定在工件上, 加工完后再拆下。有时加工完的表面再安装上鸡心夹头, 在装夹过程中已加工完表面容易划伤, 增加表面粗糙度。另外, 安装鸡心夹头位置的轴类表面需要加工时, 通常都是将鸡心夹头安装到轴类零件的另一端, 这样加工过程中就需要二次“调头”进行再生产, 效率极低, 而且同一个鸡心夹头装夹被加工工件的直径范围有限的, 还要根据工件直径来选取鸡心夹头的规格。
针对上述现有技术中所存在的问题, 本文研究设计了一种新型的顶尖———普通车磨机床用快速夹紧多功能顶尖。将现有四种功能单一的顶尖 (即死顶尖、活顶尖、弹簧顶尖、无鸡心夹头驱动的顶尖) , 归结在一种多功能顶尖中, 根据加工方法及零件自身的要求可变换成想要的功能的顶尖。此多功能顶尖使用中可以提高工效、保证加工质量和减轻劳动强度, 从而克服现有技术中所存在的问题是十分必要的。
2、现有顶尖的种类及功用
现行的生产中根据加工方法及工件精度的要求, 选用不同种类的顶尖, 即旋转式顶尖 (活顶尖) 、整体式顶尖 (死顶尖) 、弹簧顶尖、端面拔动顶尖, 通常用的四种顶尖的用途如下:
整体式顶尖 (死顶尖) :剐性好, 定心准确, 但中心孔与硬尖之间是滑动摩擦, 易磨损和烧坏顶尖。
旋转式顶尖 (活顶尖) :能在高速下正常工作, 但刚性较差, 有时会产生跳动而降低加工精度, 因此只适用于精度要求不太高的工件。
弹簧顶尖:承载大, 能通过自动调节来吸收工件的热变形, 控制热应力, 适用于高速强力切削。
端面拔动顶尖:和整体式顶尖基本一样, 只是在顶尖外围有拔爪紧压在端面上, 拔动端面, 减少了安装拆卸鸡心夹头的辅助时间。
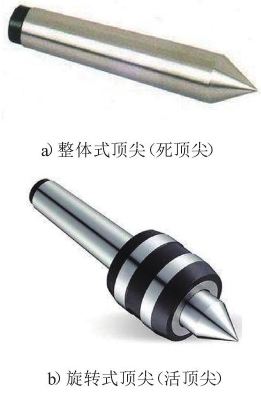
图3-b

图3-a
3、设计方案思路及具体实施方式
将现有的整体式顶尖 (死顶尖) 、旋转式顶尖 (活顶尖) 、弹簧顶尖、无鸡心夹头驱动的顶尖的四种类型顶尖结构特点归结于一种顶尖结构上进行合理的结构设计。首先应设计一个顶尖头, 然后通过合理的结构将顶尖头与插入主轴的本体组装在一起;顶尖头的本体设计一个锥台, 此锥台的作用是通过拧紧端盖和松开端盖 (即端盖与锥台面接触和端盖与锥台面分离) 来实现死、活顶尖的变换;本体内的结构中有弹簧与顶尖头接触, 来实现弹簧顶尖的作用;端盖的一侧端面上设计多个端面齿, 在装夹工件后端面齿就扎入回转体工件的端面上, 切削过程产生的轴向切削力, 使工件更加牢固地嵌入端面齿中, 使工件与主轴一同转动。
本实用新型所述的一种普通车磨机床用快速夹紧多功能顶尖是由顶尖本体1、螺纹顶杆2、中心顶尖9、驱动拔爪10、压紧弹簧4等零部件组成, 其特征在于所述顶尖本体1内部装有螺纹顶杆2, 压紧弹簧4套在螺纹顶杆2中;两个滚动轴承6内圈与中心顶尖9配合, 外圈与顶尖本体1的内壁配合;端盖3与顶尖本体1采用4个螺钉7连接在一起, 拧紧螺钉7使端盖3内的锥面与顶尖锥盖11相配合;中心顶尖9的尖部通过端盖3内孔伸出;通过调整螺纹顶杆2行程来推动支撑顶盘5, 同时在压紧弹簧4的作用下, 支撑顶盘5推动滚动轴承6, 从而实现调整中心顶尖9的夹紧力。
端盖3的凸起部加工有6个驱动拔爪10, 工件装夹时, 将工件的左端的中心孔对准中心顶尖9, 此时调整旋转手柄12在压紧弹簧4的作用下来调节夹紧力, 当顶紧机床尾座顶尖时, 端盖3的驱动拔爪10便牢牢地嵌入工件的左端面上, 切削过程产生的轴向切削力, 使驱动拔爪10更加牢固地嵌入工件端面中, 从而取代了采用传统的拔杆等旋转夹具驱动工件旋转。
端盖3的内孔加工有个环形槽, 用于安装密封圈8, 防止杂质混入到顶尖内部。
旋转手柄12通过螺钉固定在螺纹顶杆2末端, 且旋转手柄12外表面加工有防滑滚花, 方便使用者轻便地旋转旋转手柄12。
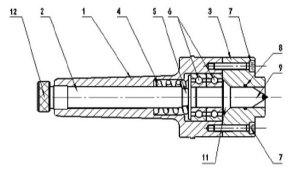
图4 本实用新型的主视全剖结构示意图
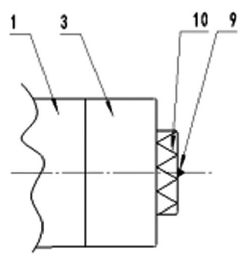
图5 本实用新型的左视结构示意图
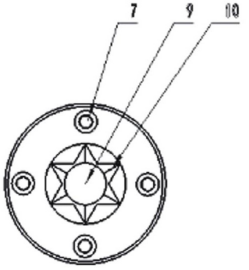
图6 本实用新型的俯视结构示意图
4、多功能研究特色
本实用新型提出了“多功能顶尖”的新理念, 解决基本机加工工厂和学生实训中的实际问题, 进行适用性较强的研究与设计。将现行的种类较多但功能比较单一的顶尖, 归结设计一种多功能的顶尖, 同时也解决了当前所存在的问题, 是一项实践意义很大的研究课题。
既有专用工装夹具定位精度高和操作方便准确性的特点, 又有机床附件的标准化统一接口 (莫氏4#锥装配连接) 、对快速定位等特点, 该“多功能”顶尖结构适用于普通车、磨机床加工环境, 值得推广使用。
顶尖功能的变换机构的设计是本课题研究的重点和难点, 通过合理准确的设计结构, 使四种功能集于一身的多功能顶尖充分发挥自身的功能, 关键要解决的问题是通过合理的设计与精准的装配, 使顶尖的每个功能能够变换自如。根据加工条件及加工精度, 能够准确地变换顶尖的功能, 从而达到预想功能的要求。
5、结束语
通过对现有顶尖的结构设计改进, 将现有4种功能单一的顶尖的功能集中在一种顶尖上, 有效地提高了顶尖种类的管理, 只用一把多功能顶尖就能有效地解决了套类、轴类、盘类等零件的定位问题。现阶段改进是实现可持续发展的根本手段, 不管在哪种行业中都需要不断改进。目前我们正处于信息工业化阶段, 工业化极大地提高了人类的生产力水平, 从而使国家的经济得到了迅速的发展, 创造的物质财富日益丰富, 人们的生活水平逐步得到提高。谁将改进进行到底, 谁就会在竞争中立于不败之地。
参考文献
[1]闯恩太.顶尖快速紧固装置[J].机械工人.冷加工, 1979 (07) :77.
[2]潘志东.实用的弹簧顶尖[J].机械工人.冷加工, 1990 (03) :27.
[3]黄晓峰.轴向定位弹簧顶尖[J].机械工程师, 2002 (01) :76.